
Page 29 - 国外钢铁技术信息内参(2023年6月)
P. 29
3.1. 连铸-热轧一体化和工厂布局 ᇏݓࣁඋ࿐߶
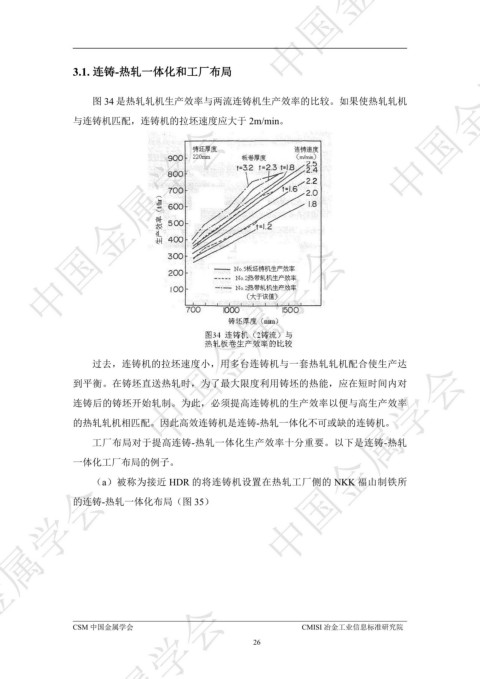
图 34 是热轧轧机生产效率与两流连铸机生产效率的比较。如果使热轧轧机 ᇏݓࣁඋ࿐߶
与连铸机匹配,连铸机的拉坯速度应大于 2m/min。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
过去,连铸机的拉坯速度小,用多台连铸机与一套热轧轧机配合使生产达
到平衡。在铸坯直送热轧时,为了最大限度利用铸坯的热能,应在短时间内对
连铸后的铸坯开始轧制。为此,必须提高连铸机的生产效率以便与高生产效率
的热轧轧机相匹配。因此高效连铸机是连铸-热轧一体化不可或缺的连铸机。
工厂布局对于提高连铸-热轧一体化生产效率十分重要。以下是连铸-热轧
一体化工厂布局的例子。 ᇏݓࣁඋ࿐߶
(a)被称为接近 HDR 的将连铸机设置在热轧工厂侧的 NKK 福山制铁所
ᇏݓࣁඋ࿐߶
的连铸-热轧一体化布局(图 35)
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
26