
Page 105 - 国外钢铁技术信息参考-2023年1月
P. 105
ᇏݓࣁඋ࿐߶
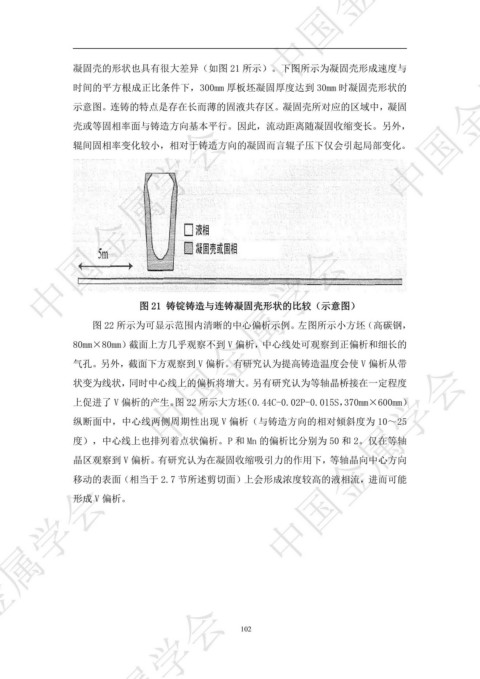
凝固壳的形状也具有很大差异(如图 21 所示)。下图所示为凝固壳形成速度与
时间的平方根成正比条件下,300mm 厚板坯凝固厚度达到 30mm 时凝固壳形状的
示意图。连铸的特点是存在长而薄的固液共存区。凝固壳所对应的区域中,凝固 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
壳或等固相率面与铸造方向基本平行。因此,流动距离随凝固收缩变长。另外,
辊间固相率变化较小,相对于铸造方向的凝固而言辊子压下仅会引起局部变化。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 21 铸锭铸造与连铸凝固壳形状的比较(示意图)
图 22 所示为可显示范围内清晰的中心偏析示例。左图所示小方坯(高碳钢,
80mm×80mm)截面上方几乎观察不到 V 偏析,中心线处可观察到正偏析和细长的
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
气孔。另外,截面下方观察到 V 偏析。有研究认为提高铸造温度会使 V 偏析从带
状变为线状,同时中心线上的偏析将增大。另有研究认为等轴晶桥接在一定程度
上促进了 V 偏析的产生。图 22 所示大方坯(0.44C-0.02P-0.015S,370mm×600mm)
纵断面中,中心线两侧周期性出现 V 偏析(与铸造方向的相对倾斜度为 10~25
度),中心线上也排列着点状偏析。P 和 Mn 的偏析比分别为 50 和 2。仅在等轴
晶区观察到 V 偏析。有研究认为在凝固收缩吸引力的作用下,等轴晶向中心方向
移动的表面(相当于 2.7 节所述剪切面)上会形成浓度较高的液相流,进而可能
ᇏݓࣁඋ࿐߶
形成 V 偏析。
ᇏݓࣁඋ࿐߶
102