
Page 108 - 国外钢铁技术信息参考-2023年1月
P. 108
ᇏݓࣁඋ࿐߶
箭头表示与铸造速度的相对流动 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
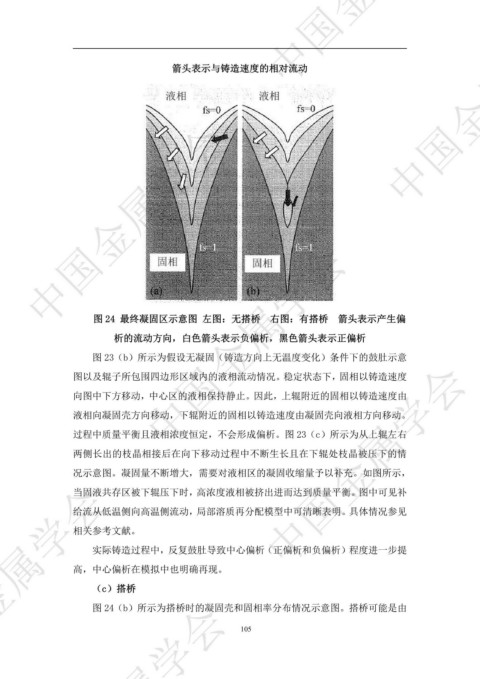
图 24 最终凝固区示意图 左图:无搭桥 右图:有搭桥 箭头表示产生偏 ᇏݓࣁඋ࿐߶
析的流动方向,白色箭头表示负偏析,黑色箭头表示正偏析
图 23(b)所示为假设无凝固(铸造方向上无温度变化)条件下的鼓肚示意
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图以及辊子所包围四边形区域内的液相流动情况。稳定状态下,固相以铸造速度
向图中下方移动,中心区的液相保持静止。因此,上辊附近的固相以铸造速度由
液相向凝固壳方向移动,下辊附近的固相以铸造速度由凝固壳向液相方向移动。
过程中质量平衡且液相浓度恒定,不会形成偏析。图 23(c)所示为从上辊左右
两侧长出的枝晶相接后在向下移动过程中不断生长且在下辊处枝晶被压下的情
况示意图。凝固量不断增大,需要对液相区的凝固收缩量予以补充。如图所示,
ᇏݓࣁඋ࿐߶
当固液共存区被下辊压下时,高浓度液相被挤出进而达到质量平衡。图中可见补
给流从低温侧向高温侧流动,局部溶质再分配模型中可清晰表明。具体情况参见
相关参考文献。
实际铸造过程中,反复鼓肚导致中心偏析(正偏析和负偏析)程度进一步提
高,中心偏析在模拟中也明确再现。
(c)搭桥
ᇏݓࣁඋ࿐߶
图 24(b)所示为搭桥时的凝固壳和固相率分布情况示意图。搭桥可能是由
105