
Page 106 - 国外钢铁技术信息内参(2023年2月)
P. 106
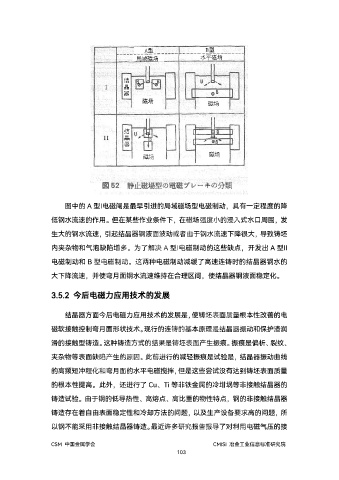
图中的 A 型Ⅰ电磁闸是最早引进的局域磁场型电磁制动,具有一定程度的降
低钢水流速的作用。但在某些作业条件下,在磁场强度小的浸入式水口周围,发
生大的钢水流速,引起结晶器钢液面波动或者由于钢水流速下降很大,导致铸坯
内夹杂物和气泡缺陷增多。为了解决 A 型Ⅰ电磁制动的这些缺点,开发出 A 型Ⅱ
电磁制动和 B 型电磁制动。这两种电磁制动减缓了高速连铸时的结晶器钢水的
大下降流速,并使弯月面钢水流速维持在合理区间,使结晶器钢液面稳定化。
3.5.2 今后电磁力应用技术的发展
结晶器方面今后电磁力应用技术的发展是,使铸坯表面质量根本性改善的电
磁软接触控制弯月面形状技术。现行的连铸的基本原理是结晶器振动和保护渣润
滑的接触型铸造。这种铸造方式的结果是铸坯表面产生振痕。振痕是偏析、裂纹、
夹杂物等表面缺陷产生的原因。此前进行的减轻振痕是试验是,结晶器振动曲线
的高频短冲程化和弯月面的水平电磁搅拌,但是这些尝试没有达到铸坯表面质量
的根本性提高。此外,还进行了 Cu、Ti 等非铁金属的冷坩埚等非接触结晶器的
铸造试验。由于钢的低导热性、高熔点、高比重的物性特点,钢的非接触结晶器
铸造存在着自由表面稳定性和冷却方法的问题,以及生产设备要求高的问题,所
以钢不能采用非接触结晶器铸造。最近许多研究报告报导了对利用电磁气压的接
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
103