
Page 48 - 国外钢铁技术信息内参(2023年6月)
P. 48
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
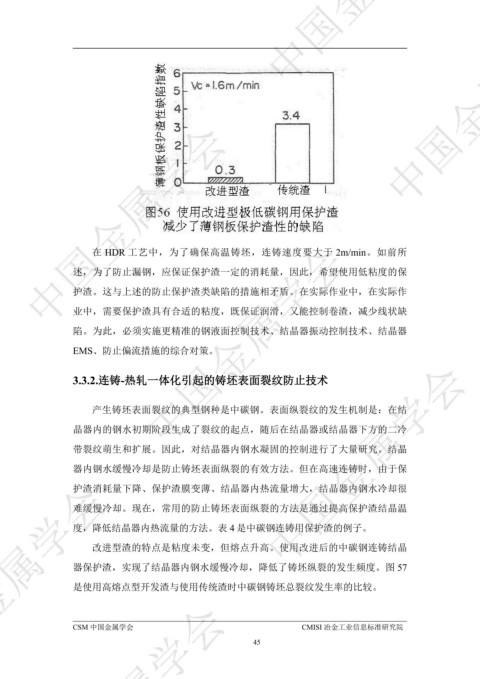
在 HDR 工艺中,为了确保高温铸坯,连铸速度要大于 2m/min。如前所 ᇏݓࣁඋ࿐߶
述,为了防止漏钢,应保证保护渣一定的消耗量,因此,希望使用低粘度的保
护渣。这与上述的防止保护渣类缺陷的措施相矛盾。在实际作业中,在实际作
业中,需要保护渣具有合适的粘度,既保证润滑,又能控制卷渣,减少线状缺
陷。为此,必须实施更精准的钢液面控制技术、结晶器振动控制技术、结晶器
EMS、防止偏流措施的综合对策。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
3.3.2.连铸-热轧一体化引起的铸坯表面裂纹防止技术
产生铸坯表面裂纹的典型钢种是中碳钢。表面纵裂纹的发生机制是:在结
晶器内的钢水初期阶段生成了裂纹的起点,随后在结晶器或结晶器下方的二冷
带裂纹萌生和扩展。因此,对结晶器内钢水凝固的控制进行了大量研究。结晶
器内钢水缓慢冷却是防止铸坯表面纵裂的有效方法。但在高速连铸时,由于保
ᇏݓࣁඋ࿐߶
护渣消耗量下降、保护渣膜变薄、结晶器内热流量增大,结晶器内钢水冷却很
难缓慢冷却。现在,常用的防止铸坯表面纵裂的方法是通过提高保护渣结晶温
度,降低结晶器内热流量的方法。表 4 是中碳钢连铸用保护渣的例子。
改进型渣的特点是粘度未变,但熔点升高。使用改进后的中碳钢连铸结晶
器保护渣,实现了结晶器内钢水缓慢冷却,降低了铸坯纵裂的发生频度。图 57
是使用高熔点型开发渣与使用传统渣时中碳钢铸坯总裂纹发生率的比较。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
45