
Page 68 - 国外钢铁技术信息内参(2024年4月)
P. 68
ᇏݓࣁඋ࿐߶
部层压轭返回,可防止感应炉结构升温、避免炉外产生过强的杂散磁场。
该模式适用于直接对熔体进行高效能量传递(无过热风险)和热输入,在
冶金熔炼和环保方面具有显著优势。感应炉中,电磁场频率越高,电磁穿透深 ᇏݓࣁඋ࿐߶
度就越浅,因此,即使熔炼小块导电材料也能保证充分的功率吸收效果。实际
ᇏݓࣁඋ࿐߶
应用表明,熔炼碳钢的最佳频率为 250 Hz 左右。
250 Hz 下,尺寸小至 15cm 的材料也能充分达到熔炼所需感应涡流。
另外,不锈钢合金熔炼感应炉中,要获得稳定的熔池表面则需采用更高的
频率范围(500~1000Hz),以避免熔体吸收氧气。熔池中频率较高的情况下
渗透深度较浅,将有利于保持熔池稳定。 ᇏݓࣁඋ࿐߶
中频坩埚炉无需留钢,在灵活性和炉钢纯净度方面明显更具优势。
ᇏݓࣁඋ࿐߶
废钢粘结情况下,由于废钢内因水分导致爆炸的风险大大降低。
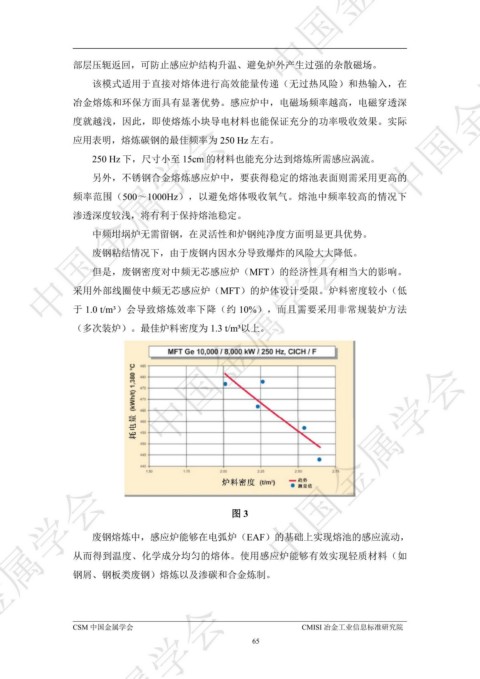
但是,废钢密度对中频无芯感应炉(MFT)的经济性具有相当大的影响。
采用外部线圈使中频无芯感应炉(MFT)的炉体设计受限。炉料密度较小(低
于 1.0 t/m³)会导致熔炼效率下降(约 10%),而且需要采用非常规装炉方法
(多次装炉)。最佳炉料密度为 1.3 t/m³以上。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 3 ᇏݓࣁඋ࿐߶
废钢熔炼中,感应炉能够在电弧炉(EAF)的基础上实现熔池的感应流动,
从而得到温度、化学成分均匀的熔体。使用感应炉能够有效实现轻质材料(如
钢屑、钢板类废钢)熔炼以及渗碳和合金炼制。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
65