
Page 69 - 国外钢铁技术信息内参(2024年5月)
P. 69
※1 试样尺寸:直径=4.0mm, G.L.=16.0mm,试样位置:1/2t ᇏݓࣁඋ࿐߶
形坡口,虽然焊接效率低于实心焊丝窄坡口向下立焊,但熔透性较好,熔合不ᇏݓࣁඋ࿐߶
72(43) 105(28) 133(11)
※2 试样尺寸:10×10mm,2mm V 型缺口,缺口位置:焊接金属中心,
试样位置:正面:距正面 7mm,背面:距背面 7mm
ᇏݓࣁඋ࿐߶
(3)药芯焊丝
环焊缝药芯焊丝主要为钛系焊丝,通常采用自动焊机进行向上立焊。钛系
药芯焊丝焊接过程中所产生的熔渣能够在各种焊位条件下抑制熔池下垂,改善
焊道形状,进而确保焊接金属与坡口的良好熔合。焊接中,通常采用 40~60°V
良风险较小。另外,该焊丝适用于实心焊丝自动焊较难实现的 6G 焊位(倾斜 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
管道)焊接,适用于坡地管道敷设焊接作业。尽管欧洲和中国目前仍以实心焊
丝平焊为主,但缺陷率较低的药芯焊丝向上立焊工艺应用率正在不断提高。另
外,药芯焊丝自动焊接工艺除飞溅量较低外,还具有焊接过程中焊渣不自然剥
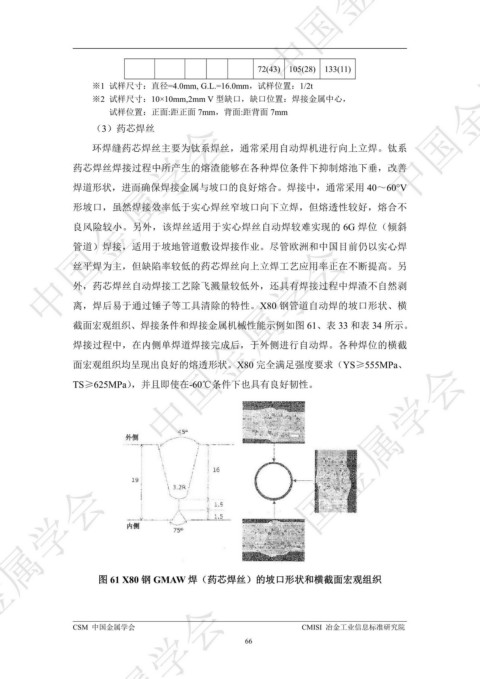
离,焊后易于通过锤子等工具清除的特性。X80 钢管道自动焊的坡口形状、横
截面宏观组织、焊接条件和焊接金属机械性能示例如图 61、表 33 和表 34 所示。
焊接过程中,在内侧单焊道焊接完成后,于外侧进行自动焊。各种焊位的横截
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
面宏观组织均呈现出良好的熔透形状。X80 完全满足强度要求(YS≥555MPa、
TS≥625MPa),并且即使在-60℃条件下也具有良好韧性。
ᇏݓࣁඋ࿐߶
图 61 X80 钢 GMAW 焊(药芯焊丝)的坡口形状和横截面宏观组织
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
66