
Page 67 - 国外钢铁技术信息内参(2024年5月)
P. 67
ᇏݓࣁඋ࿐߶
17(79) 93(53) 167(26)
108(56) 92(56) 114(40)
背面 49(73) 82(50) 169(26) -58 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
平均 平均 平均
58(69) 89(53) 150(31)
※1 试样尺寸:直径=6.0mm, G.L.=24.0mm,试样位置:1/2t
※2 试样尺寸:10×10mm,2mm V 型缺口,缺口位置:焊接金属中心,
试样位置:正面:距正面 7mm,背面:距背面 7mm
(2)实心焊丝 ᇏݓࣁඋ࿐߶
现场焊接中实心焊丝应用非常广泛,通常采用自动焊机进行向下立焊。以
ᇏݓࣁඋ࿐߶
往,自动焊机通常采用 40°以上坡口,但随着自动焊机功能和坡口加工精度的
提升,现已能够实现 5~10°的窄坡口焊接。此外,还开发出双焊枪自动焊接法、
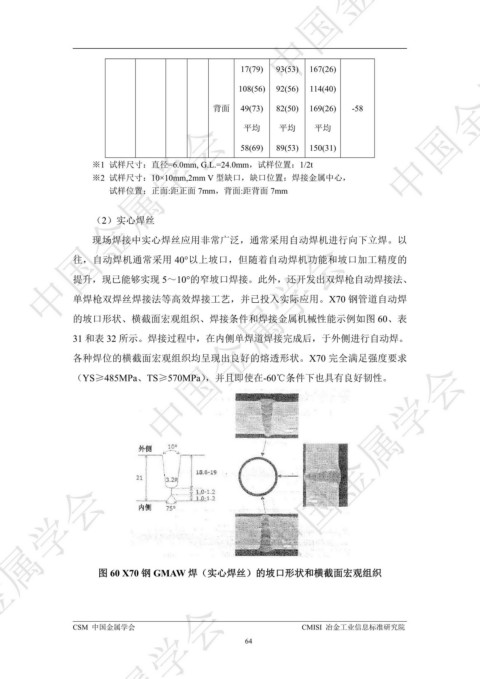
单焊枪双焊丝焊接法等高效焊接工艺,并已投入实际应用。X70 钢管道自动焊
的坡口形状、横截面宏观组织、焊接条件和焊接金属机械性能示例如图 60、表
31 和表 32 所示。焊接过程中,在内侧单焊道焊接完成后,于外侧进行自动焊。
各种焊位的横截面宏观组织均呈现出良好的熔透形状。X70 完全满足强度要求
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
(YS≥485MPa、TS≥570MPa),并且即使在-60℃条件下也具有良好韧性。
ᇏݓࣁඋ࿐߶
图 60 X70 钢 GMAW 焊(实心焊丝)的坡口形状和横截面宏观组织
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
64