
Page 37 - 国外钢铁技术信息内参(2023年2月)
P. 37
所有粒子同时落入容器内。此时,将配置在中央的粒子组的粒子杨氏模量设定得
较低,形成变形层。通过该操作,形成变形层被非变形层包围的填充层。另外,
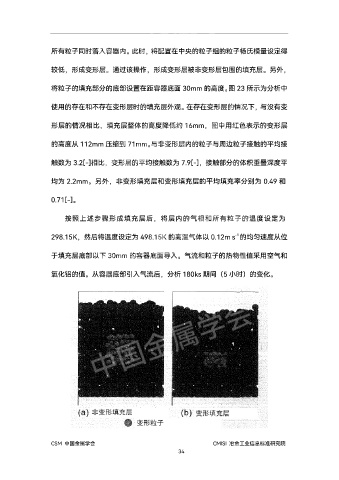
将粒子的填充部分的底部设置在距容器底面 30mm 的高度。图 23 所示为分析中
使用的存在和不存在变形层时的填充层外观。在存在变形层的情况下,与没有变
形层的情况相比,填充层整体的高度降低约 16mm,图中用红色表示的变形层
的高度从 112mm 压缩到 71mm。与非变形层内的粒子与周边粒子接触的平均接
触数为 3.2[-]相比,变形层的平均接触数为 7.9[-],接触部分的体积重叠深度平
均为 2.2mm。另外,非变形填充层和变形填充层的平均填充率分别为 0.49 和
0.71[-]。
按照上述步骤形成填充层后,将层内的气相和所有粒子的温度设定为
298.15K,然后将温度设定为 498.15K 的高温气体以 0.12m s 的均匀速度从位
-1
于填充层底部以下 30mm 的容器底面导入。气流和粒子的热物性值采用空气和
氧化铝的值。从容器底部引入气流后,分析 180ks 期间(5 小时)的变化。
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
34