
Page 72 - 国外钢铁技术信息内参(2023年4月)
P. 72
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
采用中碳钢等材料的情况下,可以发现纵向裂纹和横向裂纹等表面缺陷,可
采用在钢带上涂隔热材料实施缓冷的方式加以解决,而中心偏析完全没有发现
(图 8)。无中心偏析的原因据推测主要是铸坯厚度较薄,凝固速度快,以及铸
ᇏݓࣁඋ࿐߶
坯属于表面支撑,不会产生鼓肚现象,枝间浓聚的钢水没有被吸入到中心部的缘
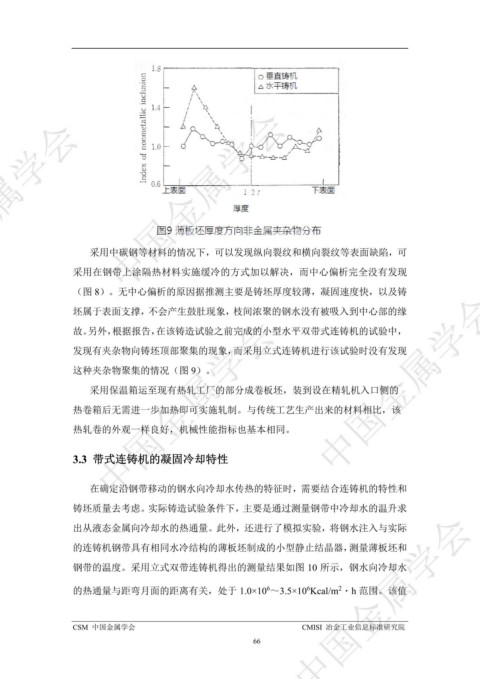
故。另外,根据报告,在该铸造试验之前完成的小型水平双带式连铸机的试验中,
发现有夹杂物向铸坯顶部聚集的现象,而采用立式连铸机进行该试验时没有发现
这种夹杂物聚集的情况(图 9)。
采用保温箱运至现有热轧工厂的部分成卷板坯,装到设在精轧机入口侧的
热卷箱后无需进一步加热即可实施轧制。与传统工艺生产出来的材料相比,该
热轧卷的外观一样良好,机械性能指标也基本相同。
ᇏݓࣁඋ࿐߶
3.3 带式连铸机的凝固冷却特性
在确定沿钢带移动的钢水向冷却水传热的特征时,需要结合连铸机的特性和
ᇏݓࣁඋ࿐߶
铸坯质量去考虑。实际铸造试验条件下,主要是通过测量钢带中冷却水的温升求
出从液态金属向冷却水的热通量。此外,还进行了模拟实验,将钢水注入与实际
的连铸机钢带具有相同水冷结构的薄板坯制成的小型静止结晶器,测量薄板坯和
钢带的温度。采用立式双带连铸机得出的测量结果如图 10 所示,钢水向冷却水
6
6
2
的热通量与距弯月面的距离有关,处于 1.0×10 ~3.5×10 Kcal/m ・h 范围。该值
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
66