
Page 67 - 国外钢铁技术信息内参(2023年4月)
P. 67
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
表 3 主要试验条件
第一次 第二次
ᇏݓࣁඋ࿐߶
钢种 中碳 Si 静钢、低碳铝镇静钢
板坯尺寸 50mm×600mm 50mm×1320mm
ᇏݓࣁඋ࿐߶
铸造速度 最大 6m/min
铸造量 最大 30t/次 6°、9° 最大 50t/次
铸造角度
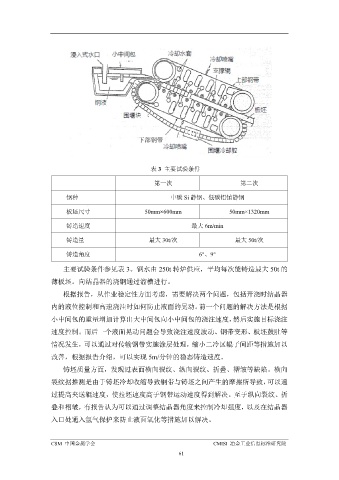
主要试验条件参见表 3。钢水由 250t 转炉供应,平均每次能铸造最大 50t 的
薄板坯。向结晶器的浇钢通过溜槽进行。
内的液位控制和高速浇注时如何防止液面的晃动。前一个问题的解决方法是根据
根据报告,从作业稳定性方面考虑,需要解决两个问题,包括开浇时结晶器
小中间包的重量增加计算出大中间包向小中间包的浇注速度,然后实施目标浇注
速度控制。而后一个液面晃动问题会导致浇注速度波动、钢带变形、板坯鼓肚等
情况发生,可以通过对传输钢带实施涂层处理,缩小二冷区辊子间距等措施加以
改善,根据报告介绍,可以实现 5m/分钟的稳态铸造速度。
铸坯质量方面,发现过表面横向裂纹、纵向裂纹、折叠、褶皱等缺陷。横向
裂纹据推测是由于铸坯冷却收缩导致钢带与铸坯之间产生的摩擦所导致,可以通
过提高夹送辊速度,使拉坯速度高于钢带运动速度得到解决。至于纵向裂纹、折
叠和褶皱,有报告认为可以通过调整结晶器角度来控制冷却强度,以及在结晶器
入口处通入氩气保护来防止液面氧化等措施加以解决。 ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
61