
Page 80 - 国外钢铁技术信息内参(2023年6月)
P. 80
ᇏݓࣁඋ࿐߶
题。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
3.3.控制振痕形成技术 ᇏݓࣁඋ࿐߶
铸坯振痕是结晶器纵向振动产生的缺陷。铸坯的振痕数与结晶器纵向振动
数基本上相同。因此,已有的关于振痕控制技术的报告多是关于结晶器振动方
法和结晶器保护渣方法的报告。现有的振痕控制技术的类别如表 2 所示。
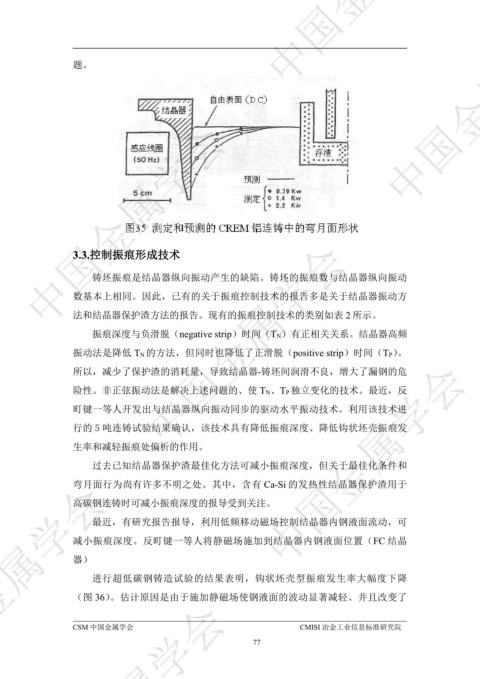
振痕深度与负滑脱(negative strip)时间(TN)有正相关关系。结晶器高频
振动法是降低 TN 的方法,但同时也降低了正滑脱(positive strip)时间(TP)。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
所以,减少了保护渣的消耗量,导致结晶器-铸坯间润滑不良,增大了漏钢的危
险性。非正弦振动法是解决上述问题的、使 TN、TP 独立变化的技术。最近,反
町键一等人开发出与结晶器纵向振动同步的驱动水平振动技术。利用该技术进
行的 5 吨连铸试验结果确认,该技术具有降低振痕深度、降低钩状坯壳振痕发
生率和减轻振痕处偏析的作用。
过去已知结晶器保护渣最佳化方法可减小振痕深度,但关于最佳化条件和
ᇏݓࣁඋ࿐߶
弯月面行为尚有许多不明之处。其中,含有 Ca-Si 的发热性结晶器保护渣用于
高碳钢连铸时可减小振痕深度的报导受到关注。
最近,有研究报告报导,利用低频移动磁场控制结晶器内钢液面流动,可
减小振痕深度。反町键一等人将静磁场施加到结晶器内钢液面位置(FC 结晶
器)
进行超低碳钢铸造试验的结果表明,钩状坯壳型振痕发生率大幅度下降
(图 36)。估计原因是由于施加静磁场使钢液面的波动显著减轻、并且改变了
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
77