
Page 84 - 国外钢铁技术信息内参(2023年6月)
P. 84
ᇏݓࣁඋ࿐߶
竹内等人使用的电磁力是 60Hz×200kW、中田等人使用的电磁力是 1~
3kHz×200kW,虽然试验条件不同,但试验结果都使振痕深度减少到原来的
1/3。竹内等人的研究报告报导,使用磁感应强度为 0.1T 以上的磁场作用于连铸 ᇏݓࣁඋ࿐߶
SUS304 钢,使振痕部的 Ni 偏析消失。关于产生这些效果的原因有各种说法。
ᇏݓࣁඋ࿐߶
竹内等人认为主要原因是磁压力。中田等人根据测温结果认为,30%的电磁力
传递到钢水,使焦耳热对振痕产生了很大的影响,因此认为磁压力和焦耳热两
者都是电磁力使振痕深度减少的原因。
将感应线圈配置在结晶器背面时,保证电磁波的渗透深度是电磁力用于板
坯连铸的关键点。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
-7
式中,μo:真空导磁率(4π×10 H/m);μγ:对象物的比导磁率;σ:金属
的导电率(1/Ω·m);ω:电磁波的角周波数(rad/s)。
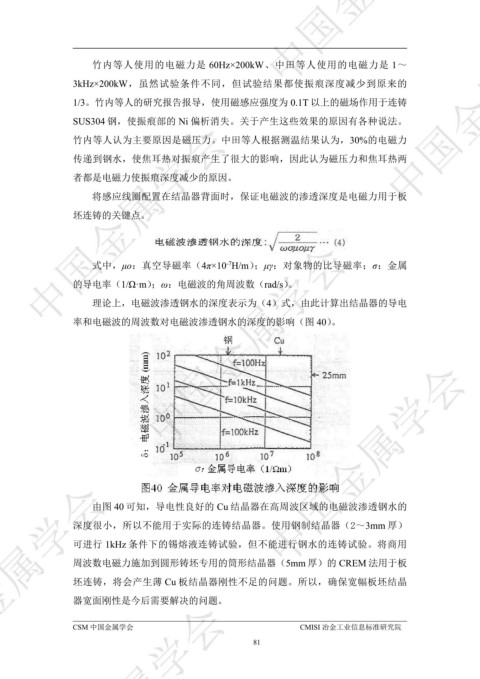
理论上,电磁波渗透钢水的深度表示为(4)式,由此计算出结晶器的导电
率和电磁波的周波数对电磁波渗透钢水的深度的影响(图 40)。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
由图 40 可知,导电性良好的 Cu 结晶器在高周波区域的电磁波渗透钢水的
深度很小,所以不能用于实际的连铸结晶器。使用钢制结晶器(2~3mm 厚)
可进行 1kHz 条件下的锡熔液连铸试验,但不能进行钢水的连铸试验。将商用
周波数电磁力施加到圆形铸坯专用的筒形结晶器(5mm 厚)的 CREM 法用于板
坯连铸,将会产生薄 Cu 板结晶器刚性不足的问题。所以,确保宽幅板坯结晶
器宽面刚性是今后需要解决的问题。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
81