
Page 40 - 国外钢铁技术信息内参(2024年5月)
P. 40
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
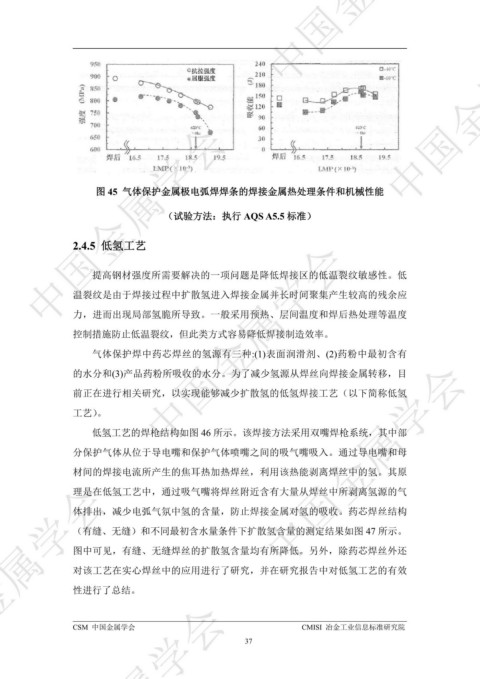
图 45 气体保护金属极电弧焊焊条的焊接金属热处理条件和机械性能 ᇏݓࣁඋ࿐߶
(试验方法:执行 AQS A5.5 标准) ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
2.4.5 低氢工艺
提高钢材强度所需要解决的一项问题是降低焊接区的低温裂纹敏感性。低
温裂纹是由于焊接过程中扩散氢进入焊接金属并长时间聚集产生较高的残余应
力,进而出现局部氢脆所导致。一般采用预热、层间温度和焊后热处理等温度
控制措施防止低温裂纹,但此类方式容易降低焊接制造效率。
气体保护焊中药芯焊丝的氢源有三种:(1)表面润滑剂、(2)药粉中最初含有
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
的水分和(3)产品药粉所吸收的水分。为了减少氢源从焊丝向焊接金属转移,目
前正在进行相关研究,以实现能够减少扩散氢的低氢焊接工艺(以下简称低氢
工艺)。
低氢工艺的焊枪结构如图 46 所示。该焊接方法采用双嘴焊枪系统,其中部
分保护气体从位于导电嘴和保护气体喷嘴之间的吸气嘴吸入。通过导电嘴和母
材间的焊接电流所产生的焦耳热加热焊丝,利用该热能剥离焊丝中的氢。其原
ᇏݓࣁඋ࿐߶
理是在低氢工艺中,通过吸气嘴将焊丝附近含有大量从焊丝中所剥离氢源的气
体排出,减少电弧气氛中氢的含量,防止焊接金属对氢的吸收。药芯焊丝结构
(有缝、无缝)和不同最初含水量条件下扩散氢含量的测定结果如图 47 所示。
图中可见,有缝、无缝焊丝的扩散氢含量均有所降低。另外,除药芯焊丝外还
对该工艺在实心焊丝中的应用进行了研究,并在研究报告中对低氢工艺的有效
性进行了总结。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
37