
Page 37 - 国外钢铁技术信息内参(2024年5月)
P. 37
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
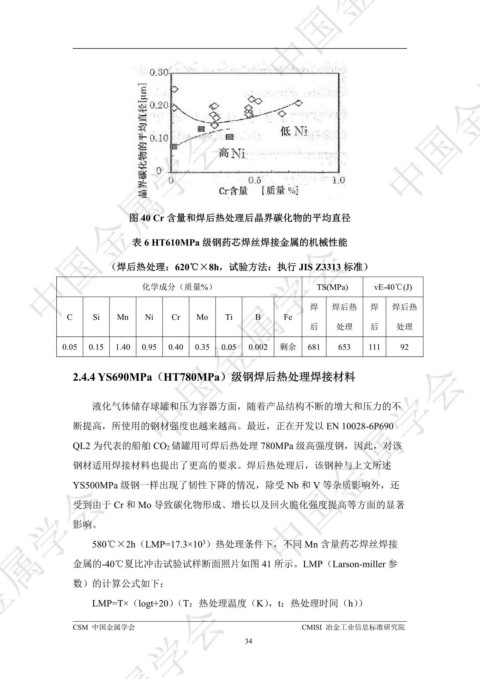
图 40 Cr 含量和焊后热处理后晶界碳化物的平均直径 ᇏݓࣁඋ࿐߶
表 6 HT610MPa 级钢药芯焊丝焊接金属的机械性能
(焊后热处理:620℃×8h,试验方法:执行 JIS Z3313 标准)
化学成分(质量%) TS(MPa) vE-40℃(J)
焊 焊后热 焊 焊后热
C Si Mn Ni Cr Mo Ti B Fe
后 处理 后 处理
0.05 0.15 1.40 0.95 ᇏݓࣁඋ࿐߶ 653 111 92
681
0.40
0.002
0.05
0.35
剩余
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
2.4.4 YS690MPa(HT780MPa)级钢焊后热处理焊接材料
液化气体储存球罐和压力容器方面,随着产品结构不断的增大和压力的不
断提高,所使用的钢材强度也越来越高。最近,正在开发以 EN 10028-6P690
QL2 为代表的船舶 CO2 储罐用可焊后热处理 780MPa 级高强度钢,因此,对该
钢材适用焊接材料也提出了更高的要求。焊后热处理后,该钢种与上文所述
ᇏݓࣁඋ࿐߶
YS500MPa 级钢一样出现了韧性下降的情况,除受 Nb 和 V 等杂质影响外,还
受到由于 Cr 和 Mo 导致碳化物形成、增长以及回火脆化强度提高等方面的显著
影响。
3
580℃×2h(LMP=17.3×10 )热处理条件下,不同 Mn 含量药芯焊丝焊接
金属的-40℃夏比冲击试验试样断面照片如图 41 所示。LMP(Larson-miller 参
数)的计算公式如下:
ᇏݓࣁඋ࿐߶
LMP=T×(logt+20)(T:热处理温度(K),t:热处理时间(h))
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
34