
Page 36 - 国外钢铁技术信息内参(2024年5月)
P. 36
ᇏݓࣁඋ࿐߶
2.4.3 YS500MPa(HT610MPa)级钢焊后热处理药芯焊丝
制造用于储存液化气的球罐和压力容器时,为了消除焊接区应力,有时需 ᇏݓࣁඋ࿐߶
要进行焊后热处理。在可全位置焊接的 Ti 系药芯焊丝焊接金属中,可通过减少
ᇏݓࣁඋ࿐߶
杂质元素 Nb 和 V 的含量抑制焊后热处理后碳化物的形成和析出强化,并将其
作为一种脆化控制方式。但是,对于 YS500MPa(HT610MPa)级以上钢种,
仅通过减少 Ti 系药芯焊丝焊接金属中的杂质元素很难获得足够的韧性,针对该
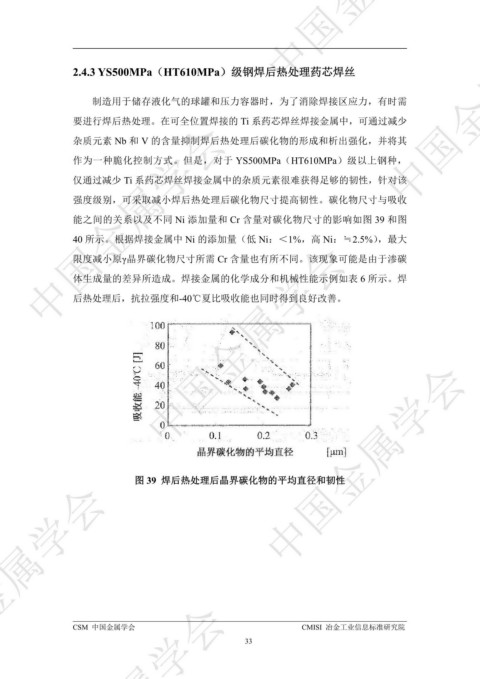
强度级别,可采取减小焊后热处理后碳化物尺寸提高韧性。碳化物尺寸与吸收
能之间的关系以及不同 Ni 添加量和 Cr 含量对碳化物尺寸的影响如图 39 和图 ᇏݓࣁඋ࿐߶
40 所示。根据焊接金属中 Ni 的添加量(低 Ni:<1%,高 Ni:≒2.5%),最大
ᇏݓࣁඋ࿐߶
限度减小原γ晶界碳化物尺寸所需 Cr 含量也有所不同。该现象可能是由于渗碳
体生成量的差异所造成。焊接金属的化学成分和机械性能示例如表 6 所示。焊
后热处理后,抗拉强度和-40℃夏比吸收能也同时得到良好改善。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 39 焊后热处理后晶界碳化物的平均直径和韧性
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
33