
Page 62 - 国外钢铁技术信息内参(2024年5月)
P. 62
ᇏݓࣁඋ࿐߶
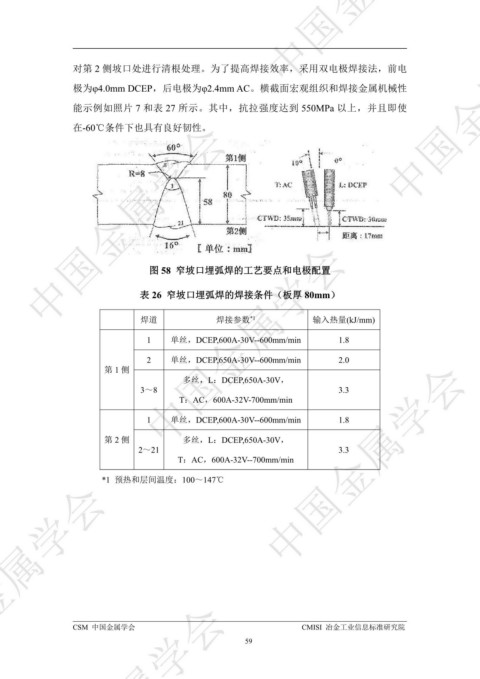
对第 2 侧坡口处进行清根处理。为了提高焊接效率,采用双电极焊接法,前电
极为φ4.0mm DCEP,后电极为φ2.4mm AC。横截面宏观组织和焊接金属机械性
能示例如照片 7 和表 27 所示。其中,抗拉强度达到 550MPa 以上,并且即使 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
在-60℃条件下也具有良好韧性。
图 58 窄坡口埋弧焊的工艺要点和电极配置 ᇏݓࣁඋ࿐߶
表 26 窄坡口埋弧焊的焊接条件(板厚 80mm)
焊道 焊接参数 *1 输入热量(kJ/mm)
1 ᇏݓࣁඋ࿐߶ 1.8
单丝,DCEP,600A-30V--600mm/min
2 单丝,DCEP,650A-30V--600mm/min 2.0
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
第 1 侧
多丝,L:DCEP,650A-30V,
3~8 3.3
T:AC,600A-32V-700mm/min
1 单丝,DCEP,600A-30V--600mm/min 1.8
第 2 侧 多丝,L:DCEP,650A-30V,
2~21 3.3
T:AC,600A-32V--700mm/min
*1 预热和层间温度:100~147℃
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
59