
Page 60 - 国外钢铁技术信息内参(2024年5月)
P. 60
ᇏݓࣁඋ࿐߶
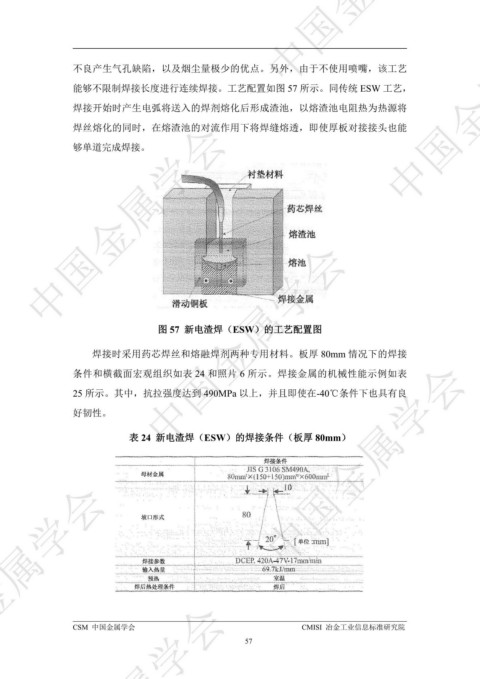
不良产生气孔缺陷,以及烟尘量极少的优点。另外,由于不使用喷嘴,该工艺
能够不限制焊接长度进行连续焊接。工艺配置如图 57 所示。同传统 ESW 工艺,
焊接开始时产生电弧将送入的焊剂熔化后形成渣池,以熔渣池电阻热为热源将 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
焊丝熔化的同时,在熔渣池的对流作用下将焊缝熔透,即使厚板对接接头也能
够单道完成焊接。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 57 新电渣焊(ESW)的工艺配置图
焊接时采用药芯焊丝和熔融焊剂两种专用材料。板厚 80mm 情况下的焊接
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
条件和横截面宏观组织如表 24 和照片 6 所示。焊接金属的机械性能示例如表
25 所示。其中,抗拉强度达到 490MPa 以上,并且即使在-40℃条件下也具有良
好韧性。
表 24 新电渣焊(ESW)的焊接条件(板厚 80mm)
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
57