
Page 82 - 国外钢铁技术信息内参(2024年6月)
P. 82
2)高效焊接技术 ᇏݓࣁඋ࿐߶
随着结构变大,钢板变厚,提高厚钢板的焊接效率可有效降低风力发电机 ᇏݓࣁඋ࿐߶
和地基的制造成本。日本已开发出可显著减少焊道数的高热输入焊接方法和相
ᇏݓࣁඋ࿐߶
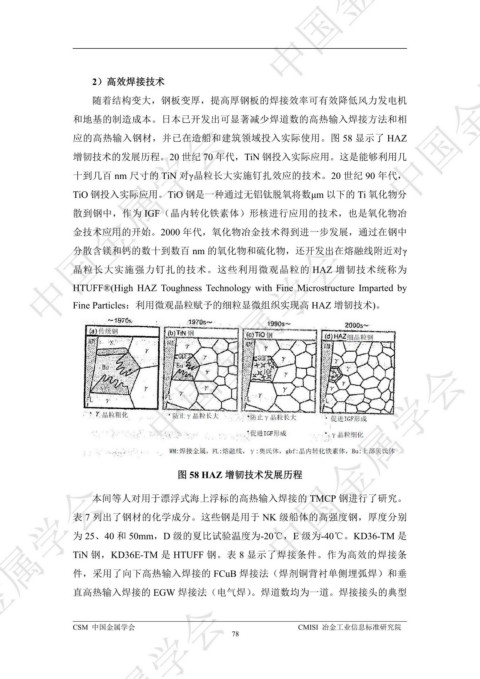
应的高热输入钢材,并已在造船和建筑领域投入实际使用。图 58 显示了 HAZ
增韧技术的发展历程。20 世纪 70 年代,TiN 钢投入实际应用。这是能够利用几
十到几百 nm 尺寸的 TiN 对γ晶粒长大实施钉扎效应的技术。20 世纪 90 年代,
TiO 钢投入实际应用。TiO 钢是一种通过无铝钛脱氧将数μm 以下的 Ti 氧化物分
散到钢中,作为 IGF(晶内转化铁素体)形核进行应用的技术,也是氧化物冶 ᇏݓࣁඋ࿐߶
金技术应用的开始。2000 年代,氧化物冶金技术得到进一步发展,通过在钢中
ᇏݓࣁඋ࿐߶
分散含镁和钙的数十到数百 nm 的氧化物和硫化物,还开发出在熔融线附近对γ
晶粒长大实施强力钉扎的技术。这些利用微观晶粒的 HAZ 增韧技术统称为
HTUFF®(High HAZ Toughness Technology with Fine Microstructure Imparted by
Fine Particles:利用微观晶粒赋予的细粒显微组织实现高 HAZ 增韧技术)。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 58 HAZ 增韧技术发展历程
ᇏݓࣁඋ࿐߶
本间等人对用于漂浮式海上浮标的高热输入焊接的 TMCP 钢进行了研究。
表 7 列出了钢材的化学成分。这些钢是用于 NK 级船体的高强度钢,厚度分别
为 25、40 和 50mm,D 级的夏比试验温度为-20℃,E 级为-40℃。KD36-TM 是
TiN 钢,KD36E-TM 是 HTUFF 钢。表 8 显示了焊接条件。作为高效的焊接条
件,采用了向下高热输入焊接的 FCuB 焊接法(焊剂铜背衬单侧埋弧焊)和垂
直高热输入焊接的 EGW 焊接法(电气焊)。焊道数均为一道。焊接接头的典型
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
78