
Page 83 - 国外钢铁技术信息内参(2024年6月)
P. 83
ᇏݓࣁඋ࿐߶
显微组织如图 59 所示。其中 HTUFF 钢 KE36-TM 的熔融线(FL)附近的旧γ晶粒
粗化明显受到抑制。图 60 显示了 FL 的夏比断口转变温度(vTs)与焊接热输入量
之间的关系。两种钢种都具有足够的冲击特性,其 vTs 都低于评估温度,而且 ᇏݓࣁඋ࿐߶
可以确认 HTUFF 钢 KE36-TM 的 vTs 总体上往往优于 TiN 钢 KD36D-TM。图
ᇏݓࣁඋ࿐߶
61 显示了对全厚度焊接所需的电弧时间和焊道数的估算结果,假定 SAW 通常
用于海上风电基础的 X 坡口。尽管使用高速 SAW 也能在一定程度上提高效率,
但当输入热量增加到 10kJ/mm 或更高时,电弧时间可缩短 60%以上。利用高热
输入焊接的 TMCP 钢可显著提高焊接工作的效率。
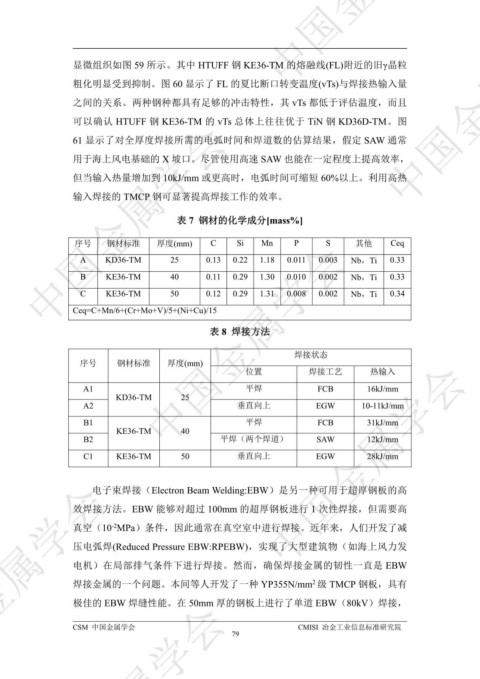
表 7 钢材的化学成分[mass%] ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
序号 钢材标准 厚度(mm) C Si Mn P S 其他 Ceq
A KD36-TM 25 0.13 0.22 1.18 0.011 0.003 Nb,Ti 0.33
B KE36-TM 40 0.11 0.29 1.30 0.010 0.002 Nb,Ti 0.33
C KE36-TM 50 0.12 0.29 1.31 0.008 0.002 Nb,Ti 0.34
Ceq=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15
表 8 焊接方法
焊接状态
ᇏݓࣁඋ࿐߶
序号 钢材标准 厚度(mm)
位置 焊接工艺 热输入
A1 平焊 FCB 16kJ/mm
KD36-TM 25
A2 垂直向上 EGW 10-11kJ/mm
B1 平焊 FCB 31kJ/mm
KE36-TM 40
B2 平焊(两个焊道) SAW 12kJ/mm
EGW
C1 KE36-TM 50 垂直向上 ᇏݓࣁඋ࿐߶
28kJ/mm
ᇏݓࣁඋ࿐߶
电子束焊接(Electron Beam Welding:EBW)是另一种可用于超厚钢板的高
效焊接方法。EBW 能够对超过 100mm 的超厚钢板进行 1 次性焊接,但需要高
-2
真空(10 MPa)条件,因此通常在真空室中进行焊接。近年来,人们开发了减
压电弧焊(Reduced Pressure EBW:RPEBW),实现了大型建筑物(如海上风力发
电机)在局部排气条件下进行焊接。然而,确保焊接金属的韧性一直是 EBW
2
焊接金属的一个问题。本间等人开发了一种 YP355N/mm 级 TMCP 钢板,具有
ᇏݓࣁඋ࿐߶
极佳的 EBW 焊缝性能。在 50mm 厚的钢板上进行了单道 EBW(80kV)焊接,
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
79