
Page 38 - 国外钢铁技术信息内参( 2022年5月)
P. 38
ᇏݓࣁඋ࿐߶
精轧机出口处的平整度测量辊下方安装了一个光学平整度测量装置。
直到卷取机对带钢施加张力(距离带钢头部约 100 m)之后,平整度测量才
开始(图 10)。施加张力后,光学测量系统只能测量张力分布能够支持的更大的 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
平整度偏差。轧制高强度钢时,这种平整度偏差可能会显著增加,并在轧制过程
中造成问题。使用 X-Shape 系统,可以在带钢处于张力下时进行平整度测量。作
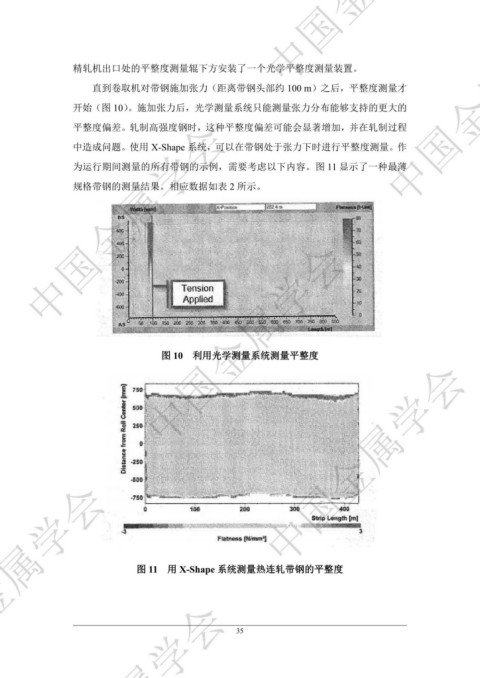
为运行期间测量的所有带钢的示例,需要考虑以下内容。图 11 显示了一种最薄
规格带钢的测量结果。相应数据如表 2 所示。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 10 利用光学测量系统测量平整度
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 11 用 X-Shape 系统测量热连轧带钢的平整度
ᇏݓࣁඋ࿐߶
35