
Page 36 - 国外钢铁技术信息内参( 2022年5月)
P. 36
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 6 非受控测量操作期间带钢的横向中心位置 ᇏݓࣁඋ࿐߶
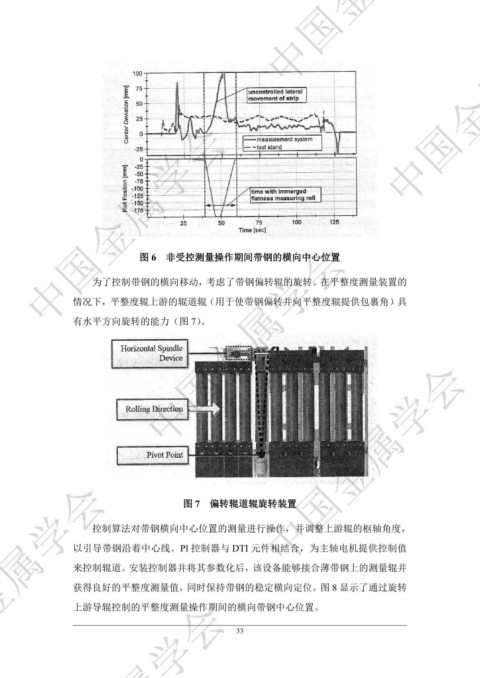
为了控制带钢的横向移动,考虑了带钢偏转辊的旋转。在平整度测量装置的
情况下,平整度辊上游的辊道辊(用于使带钢偏转并向平整度辊提供包裹角)具
有水平方向旋转的能力(图 7)。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 7 偏转辊道辊旋转装置
控制算法对带钢横向中心位置的测量进行操作,并调整上游辊的枢轴角度,
以引导带钢沿着中心线。Pl 控制器与 DTI 元件相结合,为主轴电机提供控制值
来控制辊道。安装控制器并将其参数化后,该设备能够接合薄带钢上的测量辊并
获得良好的平整度测量值,同时保持带钢的稳定横向定位。图 8 显示了通过旋转
ᇏݓࣁඋ࿐߶
上游导辊控制的平整度测量操作期间的横向带钢中心位置。
33