
Page 33 - 国外钢铁技术信息内参( 2022年5月)
P. 33
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
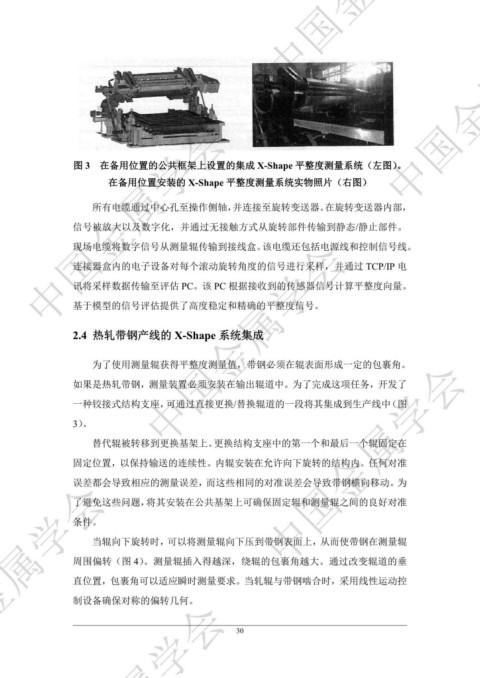
图 3 在备用位置的公共框架上设置的集成 X-Shape 平整度测量系统(左图)。 ᇏݓࣁඋ࿐߶
在备用位置安装的 X-Shape 平整度测量系统实物照片(右图)
所有电缆通过中心孔至操作侧轴,并连接至旋转变送器。在旋转变送器内部,
信号被放大以及数字化,并通过无接触方式从旋转部件传输到静态/静止部件。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
现场电缆将数字信号从测量辊传输到接线盒。该电缆还包括电源线和控制信号线。
连接器盒内的电子设备对每个滚动旋转角度的信号进行采样,并通过 TCP/IP 电
讯将采样数据传输至评估 PC。该 PC 根据接收到的传感器信号计算平整度向量。
基于模型的信号评估提供了高度稳定和精确的平整度信号。
2.4 热轧带钢产线的 X-Shape 系统集成
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
为了使用测量辊获得平整度测量值,带钢必须在辊表面形成一定的包裹角。
如果是热轧带钢,测量装置必须安装在输出辊道中。为了完成这项任务,开发了
一种铰接式结构支座,可通过直接更换/替换辊道的一段将其集成到生产线中(图
3)。
替代辊被转移到更换基架上。更换结构支座中的第一个和最后一个辊固定在
固定位置,以保持输送的连续性。内辊安装在允许向下旋转的结构内。任何对准
ᇏݓࣁඋ࿐߶
误差都会导致相应的测量误差,而这些相同的对准误差会导致带钢横向移动。为
了避免这些问题,将其安装在公共基架上可确保固定辊和测量辊之间的良好对准
条件。
当辊向下旋转时,可以将测量辊向下压到带钢表面上,从而使带钢在测量辊
周围偏转(图 4)。测量辊插入得越深,绕辊的包裹角越大。通过改变辊道的垂
直位置,包裹角可以适应瞬时测量要求。当轧辊与带钢啮合时,采用线性运动控
制设备确保对称的偏转几何。
ᇏݓࣁඋ࿐߶
30