
Page 83 - 国外钢铁技术信息内参(2023年2月)
P. 83
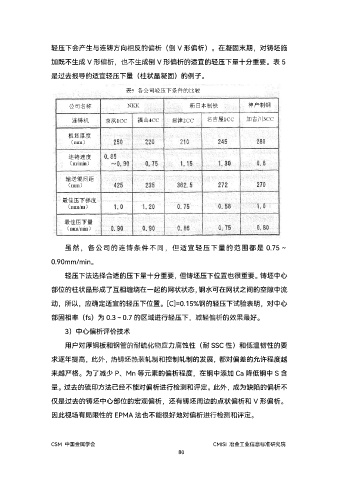
轻压下会产生与连铸方向相反的偏析(倒 V 形偏析)。在凝固末期,对铸坯施
加既不生成 V 形偏析,也不生成倒 V 形偏析的适宜的轻压下量十分重要。表 5
是过去报导的适宜轻压下量(柱状晶凝固)的例子。
虽然,各公司的连铸条件不同,但适宜轻压下量的范围都是 0.75~
0.90mm/min。
轻压下法选择合适的压下量十分重要,但铸坯压下位置也很重要。铸坯中心
部位的柱状晶形成了互相缠绕在一起的网状状态,钢水可在网状之间的空隙中流
动,所以,应确定适宜的轻压下位置。[C]=0.15%钢的轻压下试验表明,对中心
部固相率(fs)为 0.3~0.7 的区域进行轻压下,减轻偏析的效果最好。
3)中心偏析评价技术
用户对厚钢板和钢管的耐硫化物应力腐蚀性(耐 SSC 性)和低温韧性的要
求逐年提高,此外,热铸坯热装轧制和控制轧制的发展,都对偏差的允许程度越
来越严格。为了减少 P、Mn 等元素的偏析程度,在钢中添加 Ca 降低钢中 S 含
量。过去的硫印方法已经不能对偏析进行检测和评定。此外,成为缺陷的偏析不
仅是过去的铸坯中心部位的宏观偏析,还有铸坯周边的点状偏析和 V 形偏析。
因此视场有局限性的 EPMA 法也不能很好地对偏析进行检测和评定。
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
80