
Page 22 - 国外钢铁技术信息内参(2023年4月)
P. 22
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
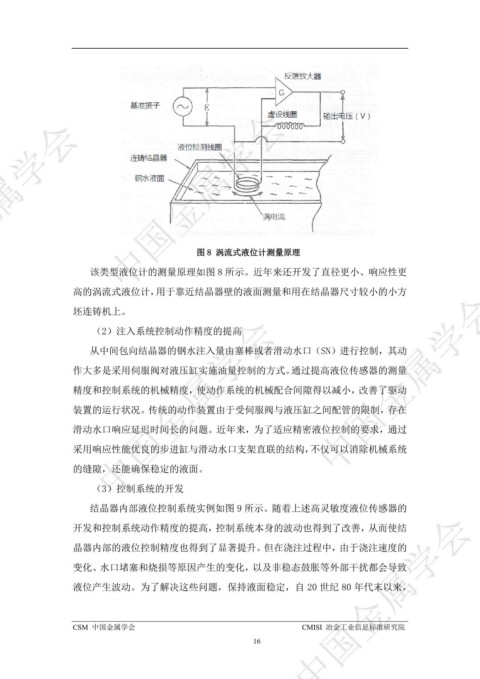
图 8 涡流式液位计测量原理
该类型液位计的测量原理如图 8 所示。近年来还开发了直径更小、响应性更
ᇏݓࣁඋ࿐߶
高的涡流式液位计,用于靠近结晶器壁的液面测量和用在结晶器尺寸较小的小方
ᇏݓࣁඋ࿐߶
坯连铸机上。
(2)注入系统控制动作精度的提高
从中间包向结晶器的钢水注入量由塞棒或者滑动水口(SN)进行控制,其动
作大多是采用伺服阀对液压缸实施油量控制的方式。通过提高液位传感器的测量
精度和控制系统的机械精度,使动作系统的机械配合间隙得以减小,改善了驱动
装置的运行状况。传统的动作装置由于受伺服阀与液压缸之间配管的限制,存在
滑动水口响应延迟时间长的问题。近年来,为了适应精密液位控制的要求,通过
采用响应性能优良的步进缸与滑动水口支架直联的结构,不仅可以消除机械系统
的缝隙,还能确保稳定的液面。
(3)控制系统的开发
ᇏݓࣁඋ࿐߶
结晶器内部液位控制系统实例如图 9 所示。随着上述高灵敏度液位传感器的
开发和控制系统动作精度的提高,控制系统本身的波动也得到了改善,从而使结
晶器内部的液位控制精度也得到了显著提升。但在浇注过程中,由于浇注速度的
变化、水口堵塞和烧损等原因产生的变化,以及非稳态鼓胀等外部干扰都会导致
液位产生波动。为了解决这些问题,保持液面稳定,自 20 世纪 80 年代末以来,
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
16