
Page 23 - 国外钢铁技术信息内参(2023年4月)
P. 23
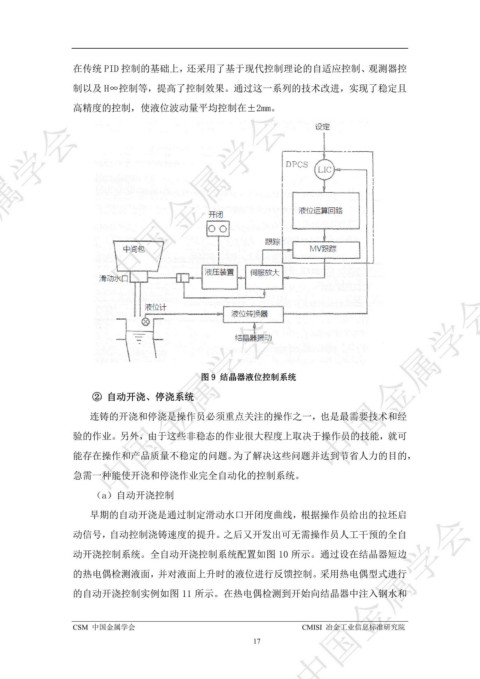
在传统 PID 控制的基础上,还采用了基于现代控制理论的自适应控制、观测器控
制以及 H∞控制等,提高了控制效果。通过这一系列的技术改进,实现了稳定且
ᇏݓࣁඋ࿐߶
高精度的控制,使液位波动量平均控制在±2mm。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 9 结晶器液位控制系统
② 自动开浇、停浇系统
连铸的开浇和停浇是操作员必须重点关注的操作之一,也是最需要技术和经
验的作业。另外,由于这些非稳态的作业很大程度上取决于操作员的技能,就可
能存在操作和产品质量不稳定的问题。为了解决这些问题并达到节省人力的目的,
急需一种能使开浇和停浇作业完全自动化的控制系统。
(a)自动开浇控制
ᇏݓࣁඋ࿐߶
早期的自动开浇是通过制定滑动水口开闭度曲线,根据操作员给出的拉坯启
动信号,自动控制浇铸速度的提升。之后又开发出可无需操作员人工干预的全自
动开浇控制系统。全自动开浇控制系统配置如图 10 所示。通过设在结晶器短边
的热电偶检测液面,并对液面上升时的液位进行反馈控制。采用热电偶型式进行
的自动开浇控制实例如图 11 所示。在热电偶检测到开始向结晶器中注入钢水和
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
17