
Page 42 - 国外钢铁技术信息内参(2023年4月)
P. 42
4.1.2 作业执行的监控功能
ᇏݓࣁඋ࿐߶
如果在炼钢与轧制之间的工序中发生时间变化(操作偏差)或产生质量问
ᇏݓࣁඋ࿐߶
题,由于缺乏缓冲,问题很可能会进一步扩大。为了在故障发生后仍能继续同步
操作,必须迅速重新编制流程计划。为此,必须根据计算机监测运行状态(监控
同步状态、质量状况等),进行调整,并立即将调整结果实时反馈。
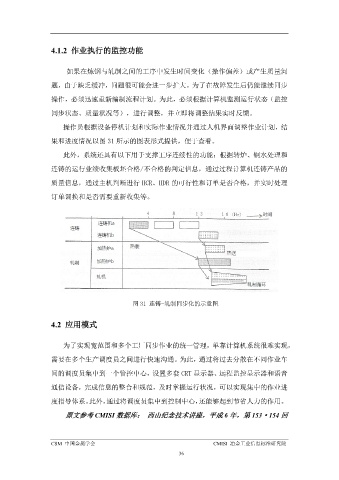
操作员根据设备停机计划和实际作业情况并通过人机界面调整作业计划,结
果和进度情况以图 31 所示的图表形式提供,便于查看。
此外,系统还具有以下用于支撑工序连续性的功能:根据转炉、钢水处理和
连铸的运行业绩收集板坯合格/不合格的判定信息,通过过程计算机连铸产品的
质量信息,通过主机判断进行 HCR、HDR 的可行性和订单是否合格,并实时处理
订单调换和是否需要重新收集等。
ᇏݓࣁඋ࿐߶
图 31 连铸-轧制同步化的示意图
ᇏݓࣁඋ࿐߶
4.2 应用模式
为了实现宽范围和多个工厂同步作业的统一管理,单靠计算机系统很难实现,
ᇏݓࣁඋ࿐߶
需要在多个生产调度员之间进行快速沟通。为此,通过将过去分散在不同作业车
间的调度员集中到一个管控中心,设置多套 CRT 显示器、远程监控显示器和语音
通信设备,完成信息的整合和规范,及时掌握运行状况,可以实现集中的作业进
度指导体系。此外,通过将调度员集中到控制中心,还能够起到节省人力的作用。
原文参考 CMISI 数据库: 西山纪念技术讲座,平成 6 年,第 153·154 回
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
36