
Page 37 - 国外钢铁技术信息内参(2023年4月)
P. 37
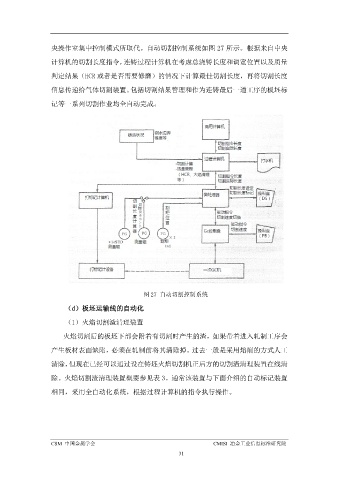
央操作室集中控制模式所取代。自动切割控制系统如图 27 所示。根据来自中央
计算机的切割长度指令,连铸过程计算机在考虑总浇铸长度和调宽位置以及质量
ᇏݓࣁඋ࿐߶
判定结果(HCR 或者是否需要修磨)的情况下计算最佳切割长度,再将切割长度
信息传递给气体切割装置。包括切割结果管理和作为连铸最后一道工序的板坯标
记等一系列切割作业均全自动完成。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 27 自动切割控制系统
(d)板坯运输线的自动化 ᇏݓࣁඋ࿐߶
(1)火焰切割渣清理装置
火焰切割后的板坯下部会附着有切割时产生的渣,如果带着进入轧制工序会
产生板材表面缺陷,必须在轧制前将其清除掉。过去一般是采用熔削的方式人工
清除,但现在已经可以通过设在铸坯火焰切割机正后方的切割渣清理装置在线清
除。火焰切割渣清理装置概要参见表 3。通常该装置与下面介绍的自动标记装置
相同,采用全自动化系统,根据过程计算机的指令执行操作。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
31