
Page 59 - 国外钢铁技术信息内参(2023年4月)
P. 59
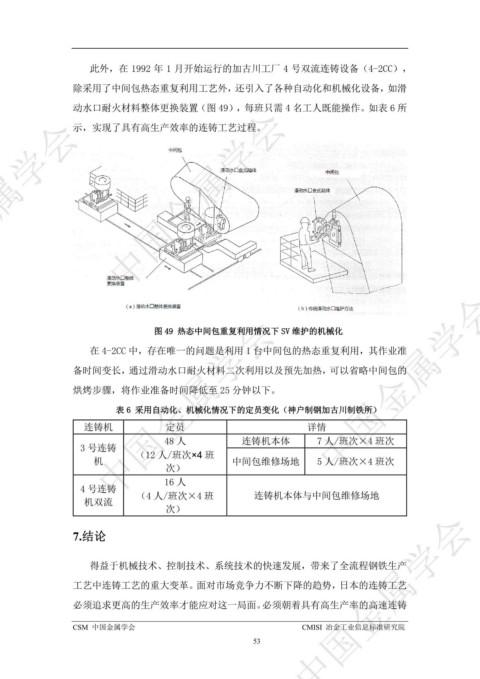
此外,在 1992 年 1 月开始运行的加古川工厂 4 号双流连铸设备(4-2CC),
除采用了中间包热态重复利用工艺外,还引入了各种自动化和机械化设备,如滑
ᇏݓࣁඋ࿐߶
动水口耐火材料整体更换装置(图 49),每班只需 4 名工人既能操作。如表 6 所
示,实现了具有高生产效率的连铸工艺过程。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 49 热态中间包重复利用情况下 SV 维护的机械化
在 4-2CC 中,存在唯一的问题是利用 1 台中间包的热态重复利用,其作业准
备时间变长,通过滑动水口耐火材料二次利用以及预先加热,可以省略中间包的
烘烤步骤,将作业准备时间降低至 25 分钟以下。
连铸机 表 6 采用自动化、机械化情况下的定员变化(神户制钢加古川制铁所)
定员
详情
3 号连铸 (12 人/班次×4 班 ᇏݓࣁඋ࿐߶
7 人/班次×4 班次
连铸机本体
48 人
机
次) 中间包维修场地 5 人/班次×4 班次
16 人
4 号连铸 (4 人/班次×4 班 连铸机本体与中间包维修场地
ᇏݓࣁඋ࿐߶
次)
机双流
7.结论
得益于机械技术、控制技术、系统技术的快速发展,带来了全流程钢铁生产
工艺中连铸工艺的重大变革。面对市场竞争力不断下降的趋势,日本的连铸工艺
必须追求更高的生产效率才能应对这一局面。必须朝着具有高生产率的高速连铸
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
53