
Page 18 - 国外钢铁技术信息内参(2023年6月)
P. 18
ᇏݓࣁඋ࿐߶
机与热轧轧机之间设置调宽压力机,对铸坯宽度进行调整,而连铸机仅浇铸少ᇏݓࣁඋ࿐߶
采用结晶器锥度变化与平行移动组合的方法降低了结晶器宽度缩小时凝固
壳的变形抗力,并且减小了结晶器宽度扩大时结晶器窄边与凝固壳之间的气
隙。从而防止了结晶器宽度变化时容易发生漏钢事故,实现了结晶器宽度的快
ᇏݓࣁඋ࿐߶
速变更。
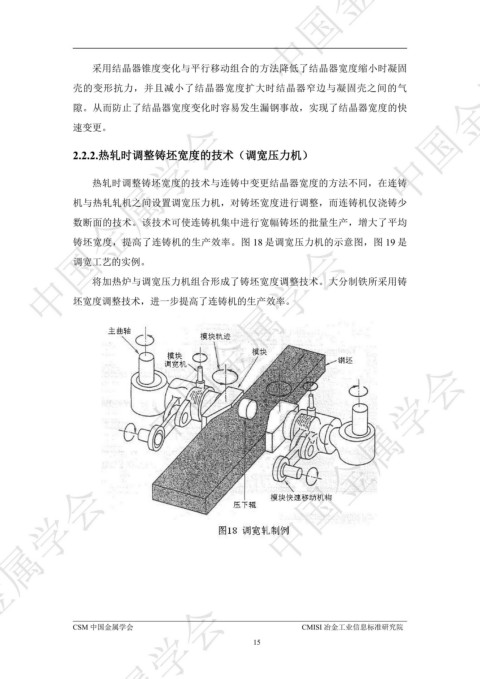
2.2.2.热轧时调整铸坯宽度的技术(调宽压力机)
热轧时调整铸坯宽度的技术与连铸中变更结晶器宽度的方法不同,在连铸
数断面的技术。该技术可使连铸机集中进行宽幅铸坯的批量生产,增大了平均 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
铸坯宽度,提高了连铸机的生产效率。图 18 是调宽压力机的示意图,图 19 是
调宽工艺的实例。
将加热炉与调宽压力机组合形成了铸坯宽度调整技术。大分制铁所采用铸
坯宽度调整技术,进一步提高了连铸机的生产效率。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
15