
Page 15 - 国外钢铁技术信息内参(2023年6月)
P. 15
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
(3)连铸机垂直部长度 ᇏݓࣁඋ࿐߶ ᇏݓࣁඋ࿐߶
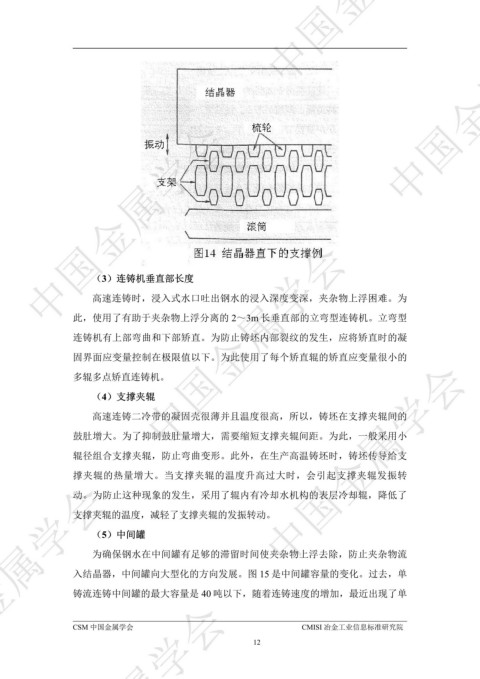
高速连铸时,浸入式水口吐出钢水的浸入深度变深,夹杂物上浮困难。为
此,使用了有助于夹杂物上浮分离的 2~3m 长垂直部的立弯型连铸机。立弯型
连铸机有上部弯曲和下部矫直。为防止铸坯内部裂纹的发生,应将矫直时的凝
固界面应变量控制在极限值以下。为此使用了每个矫直辊的矫直应变量很小的
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
多辊多点矫直连铸机。
(4)支撑夹辊
高速连铸二冷带的凝固壳很薄并且温度很高,所以,铸坯在支撑夹辊间的
鼓肚增大。为了抑制鼓肚量增大,需要缩短支撑夹辊间距。为此,一般采用小
辊径组合支撑夹辊,防止弯曲变形。此外,在生产高温铸坯时,铸坯传导给支
撑夹辊的热量增大。当支撑夹辊的温度升高过大时,会引起支撑夹辊发振转
ᇏݓࣁඋ࿐߶
动。为防止这种现象的发生,采用了辊内有冷却水机构的表层冷却辊,降低了
支撑夹辊的温度,减轻了支撑夹辊的发振转动。
(5)中间罐
为确保钢水在中间罐有足够的滞留时间使夹杂物上浮去除,防止夹杂物流
入结晶器,中间罐向大型化的方向发展。图 15 是中间罐容量的变化。过去,单
铸流连铸中间罐的最大容量是 40 吨以下,随着连铸速度的增加,最近出现了单
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
12