
Page 14 - 国外钢铁技术信息内参(2023年6月)
P. 14
2.1.5.高速化连铸要求的其他设备条件 ᇏݓࣁඋ࿐߶
(1)连铸机的机长 ᇏݓࣁඋ࿐߶
连铸机的二次冷却方式有喷淋冷却或喷雾冷却。这些冷却方法的钢水凝固
ᇏݓࣁඋ࿐߶
系数是 27~28mm/min -1/2 ,很难有大的突破。当铸坯厚度确定后,铸坯的凝固
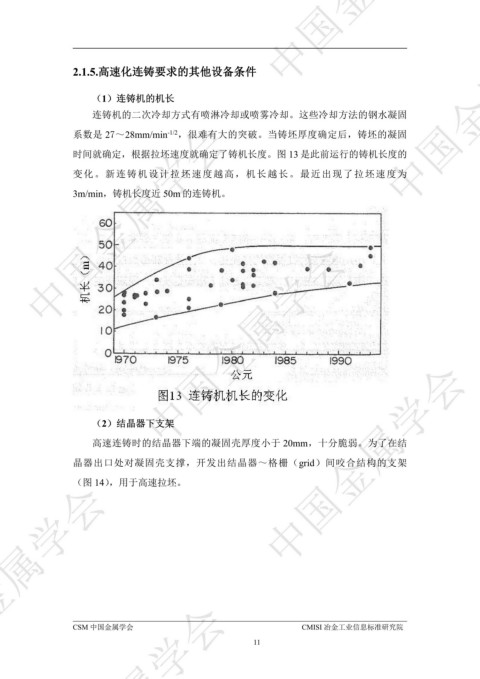
时间就确定,根据拉坯速度就确定了铸机长度。图 13 是此前运行的铸机长度的
变化。新连铸机设计拉坯速度越高,机长越长。最近出现了拉坯速度为
3m/min,铸机长度近 50m 的连铸机。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
(2)结晶器下支架
高速连铸时的结晶器下端的凝固壳厚度小于 20mm,十分脆弱。为了在结
晶器出口处对凝固壳支撑,开发出结晶器~格栅(grid)间咬合结构的支架
ᇏݓࣁඋ࿐߶
(图 14),用于高速拉坯。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
11