
Page 16 - 国外钢铁技术信息内参(2023年6月)
P. 16
ᇏݓࣁඋ࿐߶
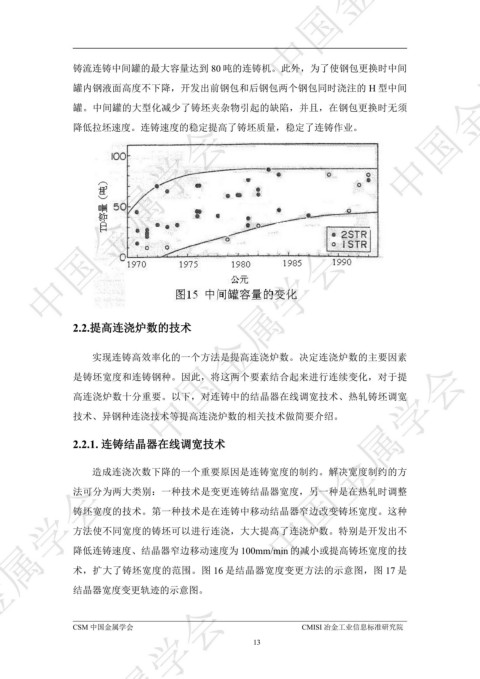
铸流连铸中间罐的最大容量达到 80 吨的连铸机。此外,为了使钢包更换时中间
罐内钢液面高度不下降,开发出前钢包和后钢包两个钢包同时浇注的 H 型中间
罐。中间罐的大型化减少了铸坯夹杂物引起的缺陷,并且,在钢包更换时无须 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
降低拉坯速度。连铸速度的稳定提高了铸坯质量,稳定了连铸作业。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
2.2.提高连浇炉数的技术
实现连铸高效率化的一个方法是提高连浇炉数。决定连浇炉数的主要因素
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
是铸坯宽度和连铸钢种。因此,将这两个要素结合起来进行连续变化,对于提
高连浇炉数十分重要。以下,对连铸中的结晶器在线调宽技术、热轧铸坯调宽
技术、异钢种连浇技术等提高连浇炉数的相关技术做简要介绍。
2.2.1. 连铸结晶器在线调宽技术
造成连浇次数下降的一个重要原因是连铸宽度的制约。解决宽度制约的方
ᇏݓࣁඋ࿐߶
法可分为两大类别:一种技术是变更连铸结晶器宽度,另一种是在热轧时调整
铸坯宽度的技术。第一种技术是在连铸中移动结晶器窄边改变铸坯宽度。这种
方法使不同宽度的铸坯可以进行连浇,大大提高了连浇炉数。特别是开发出不
降低连铸速度、结晶器窄边移动速度为 100mm/min 的减小或提高铸坯宽度的技
术,扩大了铸坯宽度的范围。图 16 是结晶器宽度变更方法的示意图,图 17 是
结晶器宽度变更轨迹的示意图。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
13