
Page 35 - 国外钢铁技术信息内参(2023年6月)
P. 35
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
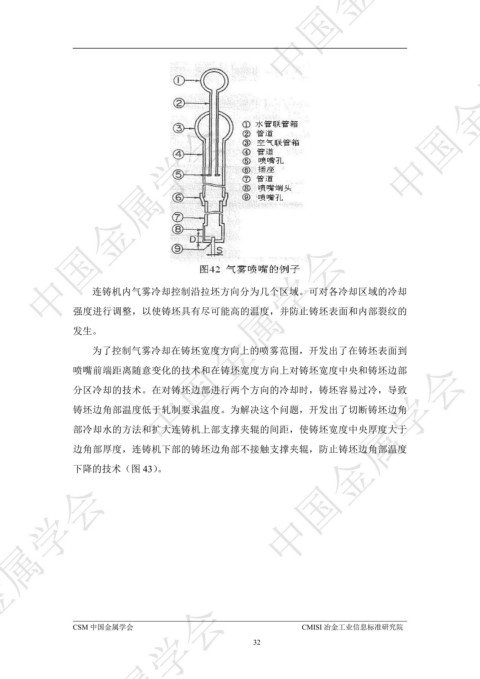
连铸机内气雾冷却控制沿拉坯方向分为几个区域。可对各冷却区域的冷却 ᇏݓࣁඋ࿐߶
强度进行调整,以使铸坯具有尽可能高的温度,并防止铸坯表面和内部裂纹的
发生。
为了控制气雾冷却在铸坯宽度方向上的喷雾范围,开发出了在铸坯表面到
ᇏݓࣁඋ࿐߶
喷嘴前端距离随意变化的技术和在铸坯宽度方向上对铸坯宽度中央和铸坯边部
分区冷却的技术。在对铸坯边部进行两个方向的冷却时,铸坯容易过冷,导致
铸坯边角部温度低于轧制要求温度。为解决这个问题,开发出了切断铸坯边角
部冷却水的方法和扩大连铸机上部支撑夹辊的间距,使铸坯宽度中央厚度大于
边角部厚度,连铸机下部的铸坯边角部不接触支撑夹辊,防止铸坯边角部温度
下降的技术(图 43)。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
32