
Page 40 - 国外钢铁技术信息内参(2023年6月)
P. 40
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
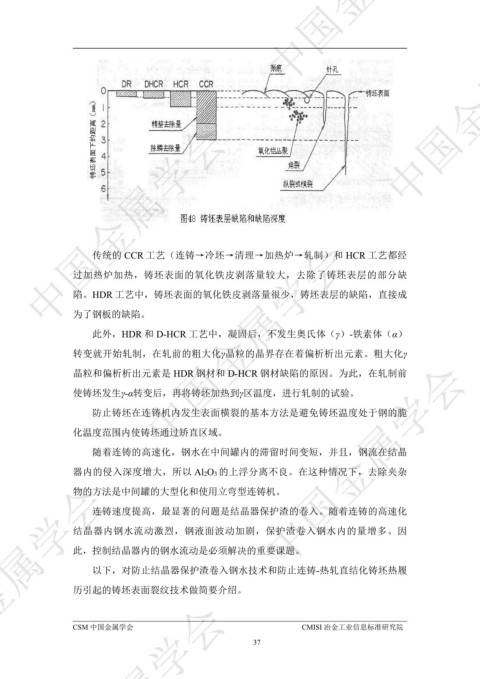
传统的 CCR 工艺(连铸→冷坯→清理→加热炉→轧制)和 HCR 工艺都经 ᇏݓࣁඋ࿐߶
过加热炉加热,铸坯表面的氧化铁皮剥落量较大,去除了铸坯表层的部分缺
陷。HDR 工艺中,铸坯表面的氧化铁皮剥落量很少,铸坯表层的缺陷,直接成
为了钢板的缺陷。
此外,HDR 和 D-HCR 工艺中,凝固后,不发生奥氏体(γ)-铁素体(α)
转变就开始轧制,在轧前的粗大化γ晶粒的晶界存在着偏析析出元素。粗大化γ
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
晶粒和偏析析出元素是 HDR 钢材和 D-HCR 钢材缺陷的原因。为此,在轧制前
使铸坯发生γ-α转变后,再将铸坯加热到γ区温度,进行轧制的试验。
防止铸坯在连铸机内发生表面横裂的基本方法是避免铸坯温度处于钢的脆
化温度范围内使铸坯通过矫直区域。
随着连铸的高速化,钢水在中间罐内的滞留时间变短,并且,钢流在结晶
器内的侵入深度增大,所以 Al2O3 的上浮分离不良。在这种情况下,去除夹杂
ᇏݓࣁඋ࿐߶
物的方法是中间罐的大型化和使用立弯型连铸机。
连铸速度提高,最显著的问题是结晶器保护渣的卷入。随着连铸的高速化
结晶器内钢水流动激烈,钢液面波动加剧,保护渣卷入钢水内的量增多。因
此,控制结晶器内的钢水流动是必须解决的重要课题。
以下,对防止结晶器保护渣卷入钢水技术和防止连铸-热轧直结化铸坯热履
历引起的铸坯表面裂纹技术做简要介绍。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
37