
Page 36 - 国外钢铁技术信息内参(2023年6月)
P. 36
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
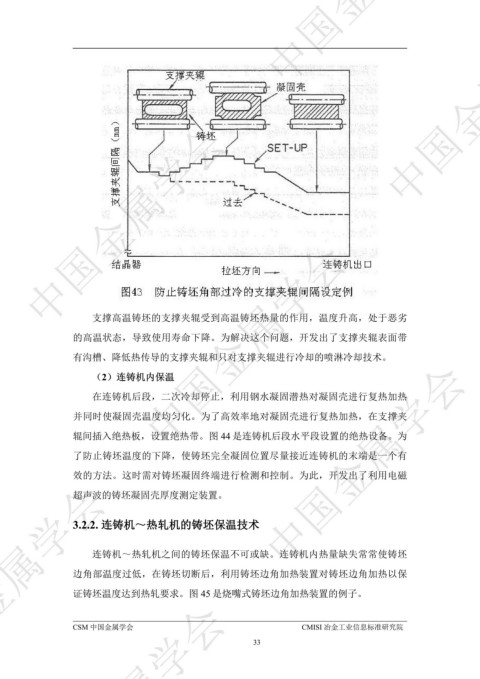
支撑高温铸坯的支撑夹辊受到高温铸坯热量的作用,温度升高,处于恶劣 ᇏݓࣁඋ࿐߶
的高温状态,导致使用寿命下降。为解决这个问题,开发出了支撑夹辊表面带
有沟槽、降低热传导的支撑夹辊和只对支撑夹辊进行冷却的喷淋冷却技术。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
(2)连铸机内保温
在连铸机后段,二次冷却停止,利用钢水凝固潜热对凝固壳进行复热加热
并同时使凝固壳温度均匀化。为了高效率地对凝固壳进行复热加热,在支撑夹
辊间插入绝热板,设置绝热带。图 44 是连铸机后段水平段设置的绝热设备。为
了防止铸坯温度的下降,使铸坯完全凝固位置尽量接近连铸机的末端是一个有
效的方法。这时需对铸坯凝固终端进行检测和控制。为此,开发出了利用电磁
ᇏݓࣁඋ࿐߶
超声波的铸坯凝固壳厚度测定装置。
3.2.2. 连铸机~热轧机的铸坯保温技术
连铸机~热轧机之间的铸坯保温不可或缺。连铸机内热量缺失常常使铸坯
边角部温度过低,在铸坯切断后,利用铸坯边角加热装置对铸坯边角加热以保
证铸坯温度达到热轧要求。图 45 是烧嘴式铸坯边角加热装置的例子。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
33