
Page 46 - 国外钢铁技术信息内参(2024年5月)
P. 46
ᇏݓࣁඋ࿐߶
壁立焊则采用焊条电弧焊(SMAW)或钨极气体保护电弧焊(GTAW)。近年来,
药芯焊丝开始采用熔化极气体保护焊(GMAW)。此外,由于 LNG 以液态运输,
9%Ni 钢也用于船用储罐,还用作船舶燃料罐材料。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
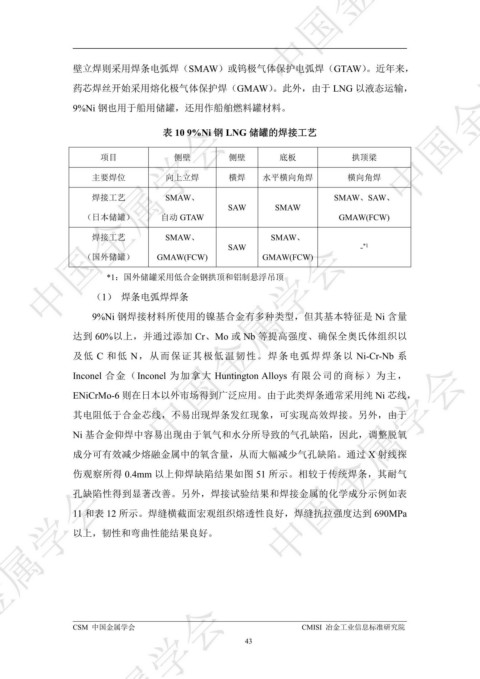
表 10 9%Ni 钢 LNG 储罐的焊接工艺
项目 侧壁 侧壁 底板 拱顶梁
主要焊位 向上立焊 横焊 水平横向角焊 横向角焊
焊接工艺 SMAW、 SMAW、SAW、
SAW SMAW
(日本储罐) 自动 GTAW GMAW(FCW) ᇏݓࣁඋ࿐߶
焊接工艺 SMAW、 SMAW、
ᇏݓࣁඋ࿐߶
SAW - *1
(国外储罐) GMAW(FCW) GMAW(FCW)
*1:国外储罐采用低合金钢拱顶和铝制悬浮吊顶
(1) 焊条电弧焊焊条
9%Ni 钢焊接材料所使用的镍基合金有多种类型,但其基本特征是 Ni 含量
达到 60%以上,并通过添加 Cr、Mo 或 Nb 等提高强度、确保全奥氏体组织以
及低 C 和低 N,从而保证其极低温韧性。焊条电弧焊焊条以 Ni-Cr-Nb 系
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
Inconel 合金(Inconel 为加拿大 Huntington Alloys 有限公司的商标)为主,
ENiCrMo-6 则在日本以外市场得到广泛应用。由于此类焊条通常采用纯 Ni 芯线,
其电阻低于合金芯线,不易出现焊条发红现象,可实现高效焊接。另外,由于
Ni 基合金仰焊中容易出现由于氧气和水分所导致的气孔缺陷,因此,调整脱氧
成分可有效减少熔融金属中的氧含量,从而大幅减少气孔缺陷。通过 X 射线探
伤观察所得 0.4mm 以上仰焊缺陷结果如图 51 所示。相较于传统焊条,其耐气
ᇏݓࣁඋ࿐߶
孔缺陷性得到显著改善。另外,焊接试验结果和焊接金属的化学成分示例如表
11 和表 12 所示。焊缝横截面宏观组织熔透性良好,焊缝抗拉强度达到 690MPa
以上,韧性和弯曲性能结果良好。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
43