
Page 48 - 国外钢铁技术信息内参(2024年5月)
P. 48
ᇏݓࣁඋ࿐߶
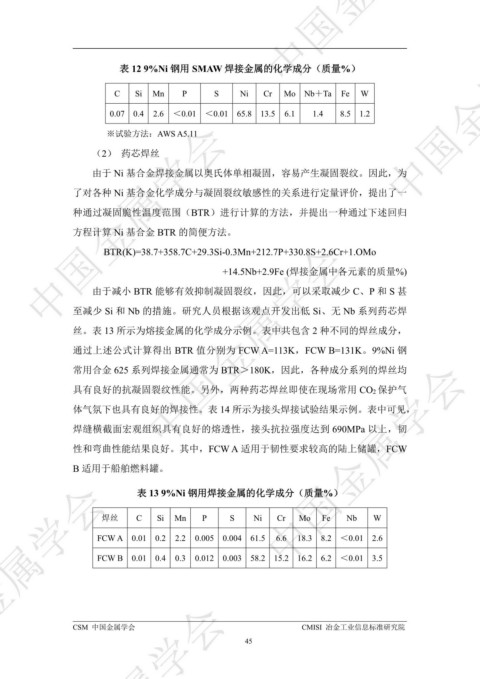
表 12 9%Ni 钢用 SMAW 焊接金属的化学成分(质量%)
C Si Mn P S Ni Cr Mo Nb+Ta Fe W ᇏݓࣁඋ࿐߶
0.07 0.4 2.6 <0.01 <0.01 65.8 13.5 6.1 1.4 8.5 1.2
ᇏݓࣁඋ࿐߶
※试验方法:AWS A5.11
(2) 药芯焊丝
由于 Ni 基合金焊接金属以奥氏体单相凝固,容易产生凝固裂纹。因此,为
了对各种 Ni 基合金化学成分与凝固裂纹敏感性的关系进行定量评价,提出了一
种通过凝固脆性温度范围(BTR)进行计算的方法,并提出一种通过下述回归
方程计算 Ni 基合金 BTR 的简便方法。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
BTR(K)=38.7+358.7C+29.3Si-0.3Mn+212.7P+330.8S+2.6Cr+1.OMo
+14.5Nb+2.9Fe (焊接金属中各元素的质量%)
由于减小 BTR 能够有效抑制凝固裂纹,因此,可以采取减少 C、P 和 S 甚
至减少 Si 和 Nb 的措施。研究人员根据该观点开发出低 Si、无 Nb 系列药芯焊
丝。表 13 所示为熔接金属的化学成分示例。表中共包含 2 种不同的焊丝成分,
通过上述公式计算得出 BTR 值分别为 FCW A=113K,FCW B=131K。9%Ni 钢
ᇏݓࣁඋ࿐߶
常用合金 625 系列焊接金属通常为 BTR>180K,因此,各种成分系列的焊丝均
具有良好的抗凝固裂纹性能。另外,两种药芯焊丝即使在现场常用 CO2 保护气
体气氛下也具有良好的焊接性。表 14 所示为接头焊接试验结果示例。表中可见,
焊缝横截面宏观组织具有良好的熔透性,接头抗拉强度达到 690MPa 以上,韧
性和弯曲性能结果良好。其中,FCW A 适用于韧性要求较高的陆上储罐,FCW
B 适用于船舶燃料罐。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
表 13 9%Ni 钢用焊接金属的化学成分(质量%)
焊丝 C Si Mn P S Ni Cr Mo Fe Nb W
FCW A 0.01 0.2 2.2 0.005 0.004 61.5 6.6 18.3 8.2 <0.01 2.6
FCW B 0.01 0.4 0.3 0.012 0.003 58.2 15.2 16.2 6.2 <0.01 3.5
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
45