
Page 49 - 国外钢铁技术信息内参(2024年5月)
P. 49
ᇏݓࣁඋ࿐߶
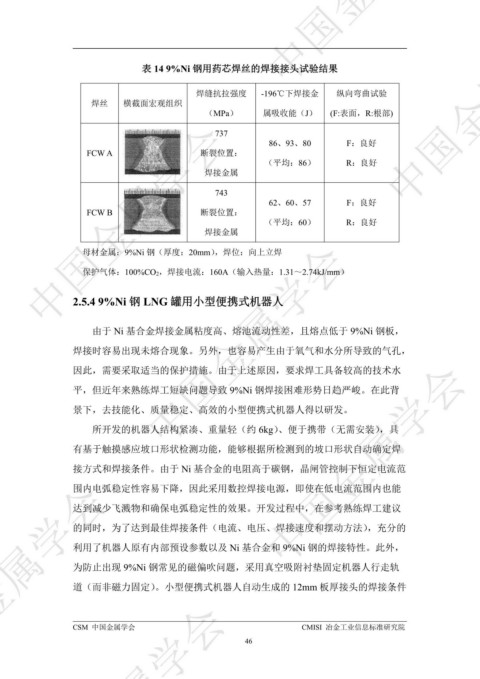
表 14 9%Ni 钢用药芯焊丝的焊接接头试验结果
焊缝抗拉强度 -196℃下焊接金 纵向弯曲试验
焊丝 横截面宏观组织 ᇏݓࣁඋ࿐߶
(MPa) 属吸收能(J) (F:表面,R:根部)
ᇏݓࣁඋ࿐߶
737
86、93、80 F:良好
FCW A 断裂位置:
(平均:86) R:良好
焊接金属
743
62、60、57 F:良好
FCW B 断裂位置:
(平均:60) R:良好 ᇏݓࣁඋ࿐߶
焊接金属
ᇏݓࣁඋ࿐߶
母材金属:9%Ni 钢(厚度:20mm),焊位:向上立焊
保护气体:100%CO2,焊接电流:160A(输入热量:1.31~2.74kJ/mm)
2.5.4 9%Ni 钢 LNG 罐用小型便携式机器人
由于 Ni 基合金焊接金属粘度高、熔池流动性差,且熔点低于 9%Ni 钢板,
焊接时容易出现未熔合现象。另外,也容易产生由于氧气和水分所导致的气孔,
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
因此,需要采取适当的保护措施。由于上述原因,要求焊工具备较高的技术水
平,但近年来熟练焊工短缺问题导致 9%Ni 钢焊接困难形势日趋严峻。在此背
景下,去技能化、质量稳定、高效的小型便携式机器人得以研发。
所开发的机器人结构紧凑、重量轻(约 6kg)、便于携带(无需安装),具
有基于触摸感应坡口形状检测功能,能够根据所检测到的坡口形状自动确定焊
接方式和焊接条件。由于 Ni 基合金的电阻高于碳钢,晶闸管控制下恒定电流范
ᇏݓࣁඋ࿐߶
围内电弧稳定性容易下降,因此采用数控焊接电源,即使在低电流范围内也能
达到减少飞溅物和确保电弧稳定性的效果。开发过程中,在参考熟练焊工建议
的同时,为了达到最佳焊接条件(电流、电压、焊接速度和摆动方法),充分的
利用了机器人原有内部预设参数以及 Ni 基合金和 9%Ni 钢的焊接特性。此外,
为防止出现 9%Ni 钢常见的磁偏吹问题,采用真空吸附衬垫固定机器人行走轨
道(而非磁力固定)。小型便携式机器人自动生成的 12mm 板厚接头的焊接条件
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
46