
Page 70 - 国外钢铁技术信息内参(2023年2月)
P. 70
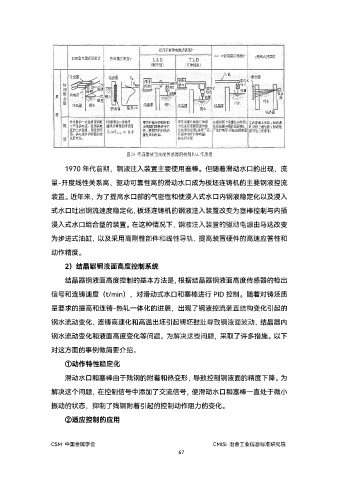
1970 年代前期,钢液注入装置主要使用塞棒。但随着滑动水口的出现,流
量-开度线性关系高、驱动可靠性高的滑动水口成为板坯连铸机的主要钢液控流
装置。近年来,为了提高水口部的气密性和使浸入式水口内钢液稳定化以及浸入
式水口吐出钢流速度稳定化,板坯连铸机的钢液注入装置改变为塞棒控制与内插
浸入式水口组合型的装置。在这种情况下,钢液注入装置的驱动电源由马达改变
为步进式油缸,以及采用高刚性部件和线性导轨,提高装置硬件的高速应答性和
动作精度。
2)结晶器钢液面高度控制系统
结晶器钢液面高度控制的基本方法是,根据结晶器钢液面高度传感器的检出
信号和连铸速度(t/min),对滑动式水口和塞棒进行 PID 控制。随着对铸坯质
量要求的提高和连铸-热轧一体化的进展,出现了钢液控流装置结构变化引起的
钢水流动变化、连铸高速化和高温出坯引起铸坯鼓肚导致钢液面波动、结晶器内
钢水流动变化和液面高度变化等问题。为解决这些问题,采取了许多措施。以下
对这方面的事例做简要介绍。
①动作特性稳定化
滑动水口和塞棒由于残钢的附着和热变形,导致控制钢液面的精度下降。为
解决这个问题,在控制信号中添加了交流信号,使滑动水口和塞棒一直处于微小
振动的状态,抑制了残钢附着引起的控制动作阻力的变化。
②适应控制的应用
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
67