
Page 71 - 国外钢铁技术信息内参(2023年2月)
P. 71
滑动水口、浸入式水口的动作特性(动作阻力等)的变化,会引起结晶器钢
液面控制精度的波动。为解决这个问题,开发出确定水口开度与钢液面高度微分
值之间的时间差,并对时间差进行补偿的适应控制技术和优化前述的加振振幅、
加振周期的适应控制技术。
③现代控制理论的应用
1990 年以前,为了在铸坯鼓肚和浇注系统内的附着物剥离等干扰条件下,
提高结晶器钢液面的控制精度,使用了经典控制理论。1990 年以后,使用现代
控制理论提高结晶器钢液面的控制精度。使用现代控制理论提高结晶器钢液面的
控制精度的实用化的方法有,采用 H∞理论,抑制低频干扰和高频鲁棒性(robust)
稳定化的鲁棒控制方法、使用干扰推定观察器(observer)推定流量干扰,并将
消除干扰影响的信号添加到 PI 操作信号的观察器控制(observer control)方法。
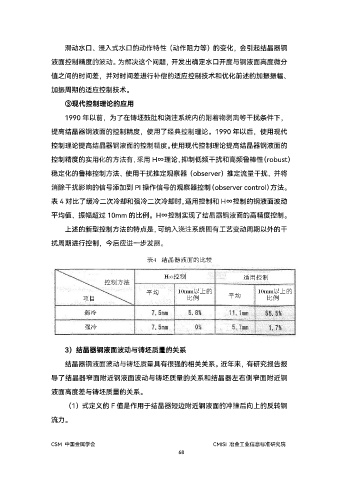
表 4 对比了缓冷二次冷却和强冷二次冷却时,适用控制和 H∞控制的钢液面波动
平均值、振幅超过 10mm 的比例。H∞控制实现了结晶器钢液面的高精度控制。
上述的新型控制方法的特点是,可纳入浇注系统固有工艺变动周期以外的干
扰周期进行控制,今后应进一步发展。
3)结晶器钢液面波动与铸坯质量的关系
结晶器钢液面波动与铸坯质量具有很强的相关关系。近年来,有研究报告报
导了结晶器窄面附近钢液面波动与铸坯质量的关系和结晶器左右侧窄面附近钢
液面高度差与铸坯质量的关系。
(1)式定义的 F 值是作用于结晶器短边附近钢液面的冲撞后向上的反转钢
流力。
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
68