
Page 72 - 国外钢铁技术信息内参(2023年2月)
P. 72
式中,ρ:钢水密度(kgf/m )、Q1:铸造流量(m /s)、Ve:浸入式水
3
3
口吐出钢流对结晶器窄面的冲撞速度(m/s)、θ:浸入式水口吐出钢流对结晶
器窄面的冲撞角度(°)、D:浸入式水口吐出钢流对结晶器窄面的冲撞深度(m)。
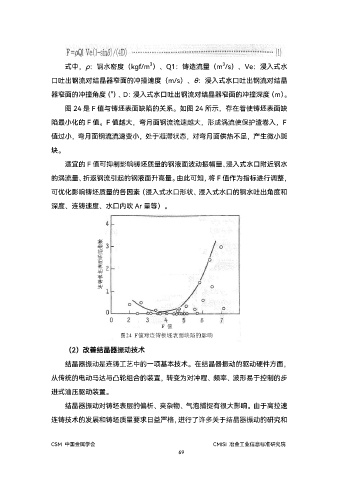
图 24 是 F 值与铸坯表面缺陷的关系。如图 24 所示,存在着使铸坯表面缺
陷最小化的 F 值。F 值越大,弯月面钢流流速越大,形成涡流使保护渣卷入,F
值过小,弯月面钢流流速变小,处于凝滞状态,对弯月面供热不足,产生微小斑
块。
适宜的 F 值可抑制影响铸坯质量的钢液面波动振幅量、浸入式水口附近钢水
的涡流量、折返钢流引起的钢液面升高量。由此可知,将 F 值作为指标进行调整,
可优化影响铸坯质量的各因素(浸入式水口形状、浸入式水口的钢水吐出角度和
深度、连铸速度、水口内吹 Ar 量等)。
(2)改善结晶器振动技术
结晶器振动是连铸工艺中的一项基本技术。在结晶器振动的驱动硬件方面,
从传统的电动马达与凸轮组合的装置,转变为对冲程、频率、波形易于控制的步
进式油压驱动装置。
结晶器振动对铸坯表层的偏析、夹杂物、气泡捕捉有很大影响。由于高拉速
连铸技术的发展和铸坯质量要求日益严格,进行了许多关于结晶器振动的研究和
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
69