
Page 33 - 国外钢铁技术信息内参(2023年4月)
P. 33
(b)缩短生产准备时间
为了扩大产能,除了缩短铸造时间外,还需要尽可能缩短连续浇注过程中必
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
定会产生的生产准备时间。生产准备时间主要包括用于配合下一浇次的结晶器尺
寸变更和装引锭杆作业,致力于实现以缩短时间和减少瓶颈工序为目的的各种自
动化和机械化。
(1)引锭杆装入和存放的自动化
采用上装的方式可以在跟踪尾坯位置的同时,根据拉坯速度在最短时间内插
入引锭杆。开浇后,引锭杆出拉矫机后通过脱引锭卷上装置自动与板坯分离,收
到引锭杆车上。这一系列动作全部自动完成。
另外,为了对应结晶器尺寸,需要更换引锭杆头时,也可以由一个操作员通
过设在引锭杆车上的卷扬装置完成。
(2)双浇次共存开浇系统
始下一浇次作业,这种被称为双浇次共存的开浇系统已经得到了实际应用。采用
ᇏݓࣁඋ࿐߶
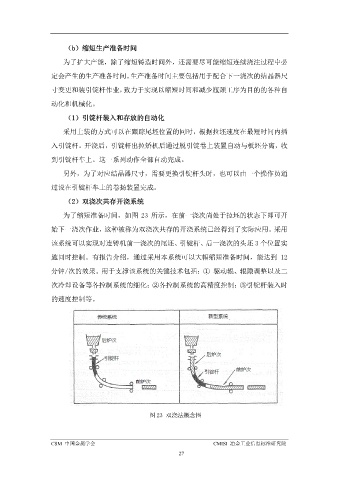
为了缩短准备时间,如图 23 所示,在前一浇次尚处于拉坯的状态下即可开
该系统可以实现对连铸机前一浇次的尾坯、引锭杆、后一浇次的头坯 3 个位置实
施同时控制。有报告介绍,通过采用本系统可以大幅缩短准备时间,能达到 12
分钟/次的效果。用于支撑该系统的关键技术包括:① 驱动辊、辊隙调整以及二
次冷却设备等各控制系统的细化;②各控制系统的高精度控制;③引锭杆装入时
的速度控制等。
ᇏݓࣁඋ࿐߶
图 23 双浇法概念图 ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
27