
Page 66 - 国外钢铁技术信息内参(2023年4月)
P. 66
压导致的钢带变形。方法 B 和 C 采用与结晶器垂直的浸入式水口进行浇钢方式。
方法 B 采用的是扁平的浸入式水口。方法 C 的结晶器上部向厚度方向扩展,目
ᇏݓࣁඋ࿐߶
的是方便采用浸入式水口以及减小液面波动。带式结晶器设计成足够承受钢水静
ᇏݓࣁඋ࿐߶
水压的结构。方法 D 的结晶器为水平设置,使水口根据前端与钢带接触滑动的
程度靠近钢带的方式进行浇钢。方法 E 和 F 不属于带式连铸工艺,但考虑到在
结晶器与铸坯同步移动方面与带式连铸相同,就一并列出了。在 E 中,采取将水
口前端插入结晶器内浇钢的方式,水口前端的外表面处于与结晶器靠近将要接触
滑动的密封状态。方法 F 采用设在小车上的无上盖结晶器做单向运动方式,属于
半连续的铸造试验。如果要连续铸造,必须使结晶器循环。采用流槽浇钢,设有
固定围堰防止钢水流到图示的左侧。固定围堰与结晶器相互靠近处于将要接触滑
动的程度。
3.2 主要的开发试验
ᇏݓࣁඋ࿐߶
如上所述,已经完成了各种试验,但关于试验具体内容的报告却很少。下面
ᇏݓࣁඋ࿐߶
将进行较详细的介绍,同时对两个大型的试验作简要说明。
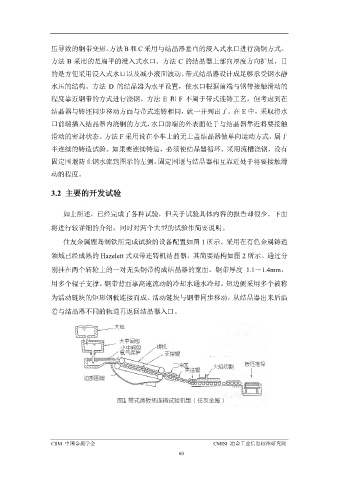
领域已经成熟的 Hazelett 式双带连铸机结晶器,其简要结构如图 2 所示。通过分
住友金属鹿岛制铁所完成试验的设备配置如图 1 所示。采用在有色金属铸造
别挂在两个转轮上的一对无头钢带构成结晶器的宽面。钢带厚度 1.1~1.4mm,
用多个辊子支撑。钢带背面靠高速流动的冷却水通水冷却。短边侧采用多个被称
为活动链块的矩形钢板连接而成。活动链块与钢带同步移动,从结晶器出来后沿
着与结晶器不同的轨道再返回结晶器入口。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
60