
Page 98 - 国外钢铁技术信息内参(2023年4月)
P. 98
低等级厚板连铸的实际应用到高等级薄钢板连铸之间也经历了很长一段时间,在
质量提高方面,采用薄板坯连铸实现高等级薄钢板的生产也将指日可待。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
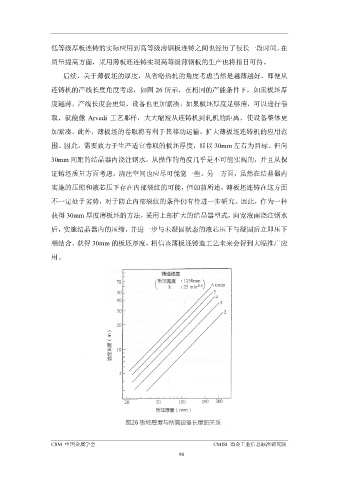
后续,关于薄板坯的厚度,从省略热轧的角度考虑当然是越薄越好,即便从
连铸机的产线长度角度考虑,如图 26 所示,在相同的产能条件下,如果板坯厚
度越薄,产线长度会更短,设备也更加紧凑。如果板坯厚度足够薄,可以进行卷
取,就能像 Arvedi 工艺那样,大大缩短从连铸机到轧机的距离,使设备整体更
加紧凑。此外,薄板坯的卷取将有利于其移动运输,扩大薄板坯连铸机的应用范
围。因此,需要致力于生产适宜卷取的板坯厚度,即以 30mm 左右为目标。但向
30mm 间距的结晶器内浇注钢水,从操作的角度几乎是不可能实现的,并且从保
证铸坯质量方面考虑,浇注空间也应尽可能宽一些。另一方面,虽然在结晶器内
实施的压缩和液芯压下存在内部裂纹的可能,但如前所述,薄板坯连铸在这方面
不一定处于劣势,对于防止内部裂纹的条件仍有待进一步研究。因此,作为一种
获得 30mm 厚度薄板坯的方法,采用上部扩大的结晶器型式,向宽液面浇注钢水
后,实施结晶器内的压缩,并进一步与未凝固状态的液芯压下与凝固后立即压下
相结合,获得 30mm 的板坯厚度,相信该薄板坯铸造工艺未来会得到大幅推广应
用。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
90