
Page 96 - 国外钢铁技术信息内参(2023年4月)
P. 96
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
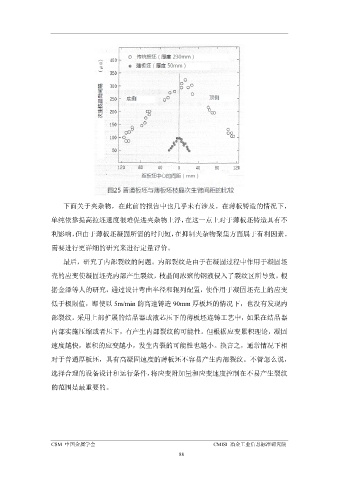
下面关于夹杂物,在此前的报告中也几乎未有涉及。在薄板铸造的情况下,
单纯依靠提高拉坯速度很难促进夹杂物上浮,在这一点上对于薄板坯铸造具有不
ᇏݓࣁඋ࿐߶
利影响,但由于薄板坯凝固所需的时间短,在抑制夹杂物聚集方面属于有利因素。
需要进行更详细的研究来进行定量评价。
最后,研究了内部裂纹的问题。内部裂纹是由于在凝固过程中作用于凝固坯
壳的应变使凝固坯壳内部产生裂纹,枝晶间浓聚的钢液侵入了裂纹区所导致。根
据金泽等人的研究,通过设计弯曲半径和辊列配置,使作用于凝固坯壳上的应变
低于极限值,即使以 5m/min 的高速铸造 90mm 厚板坯的情况下,也没有发现内
部裂纹。采用上部扩展的结晶器或液芯压下的薄板坯连铸工艺中,如果在结晶器
内部实施压缩或者压下,有产生内部裂纹的可能性。但根据应变累积理论,凝固
速度越快,累积的应变越小,发生内裂的可能性也越小。换言之,通常情况下相
对于普通厚板坯,具有高凝固速度的薄板坯不容易产生内部裂纹。不管怎么说,
选择合理的设备设计和运行条件,将应变附加量和应变速度控制在不易产生裂纹
的范围是最重要的。
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
88