
Page 99 - 国外钢铁技术信息内参(2023年4月)
P. 99
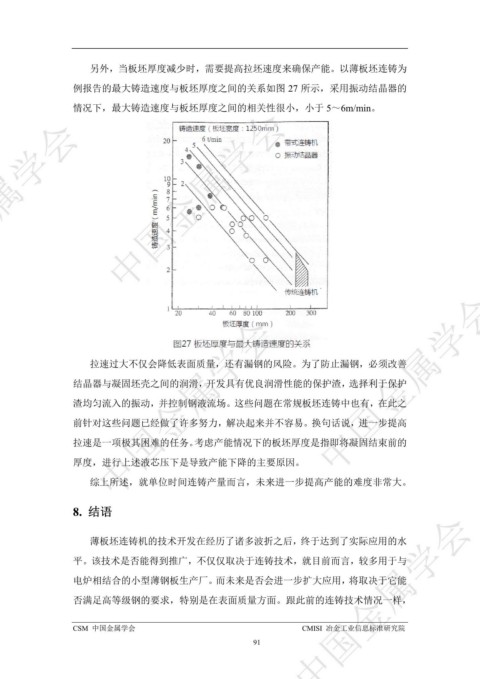
另外,当板坯厚度减少时,需要提高拉坯速度来确保产能。以薄板坯连铸为
例报告的最大铸造速度与板坯厚度之间的关系如图 27 所示,采用振动结晶器的
情况下,最大铸造速度与板坯厚度之间的相关性很小,小于 5~6m/min。
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
拉速过大不仅会降低表面质量,还有漏钢的风险。为了防止漏钢,必须改善
结晶器与凝固坯壳之间的润滑,开发具有优良润滑性能的保护渣,选择利于保护
渣均匀流入的振动,并控制钢液流场。这些问题在常规板坯连铸中也有,在此之
前针对这些问题已经做了许多努力,解决起来并不容易。换句话说,进一步提高
拉速是一项极其困难的任务。考虑产能情况下的板坯厚度是指即将凝固结束前的
厚度,进行上述液芯压下是导致产能下降的主要原因。
综上所述,就单位时间连铸产量而言,未来进一步提高产能的难度非常大。
ᇏݓࣁඋ࿐߶
8. 结语
薄板坯连铸机的技术开发在经历了诸多波折之后,终于达到了实际应用的水
平。该技术是否能得到推广,不仅仅取决于连铸技术,就目前而言,较多用于与
电炉相结合的小型薄钢板生产厂。而未来是否会进一步扩大应用,将取决于它能
否满足高等级钢的要求,特别是在表面质量方面。跟此前的连铸技术情况一样,
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
91