
Page 41 - 国外钢铁技术信息内参(2023年6月)
P. 41
3.3.1. 防止结晶器保护渣卷入钢水技术 ᇏݓࣁඋ࿐߶
无缺陷铸坯制造的关键技术之一是板坯连铸时结晶器内初期凝固的控制技 ᇏݓࣁඋ࿐߶
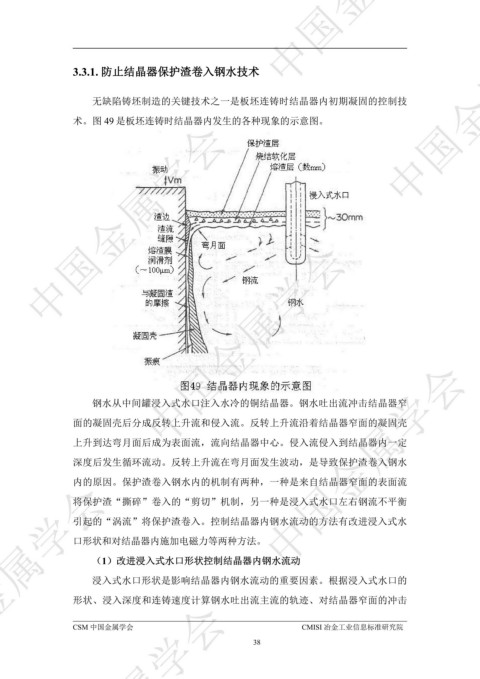
术。图 49 是板坯连铸时结晶器内发生的各种现象的示意图。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
钢水从中间罐浸入式水口注入水冷的铜结晶器。钢水吐出流冲击结晶器窄
面的凝固壳后分成反转上升流和侵入流。反转上升流沿着结晶器窄面的凝固壳
上升到达弯月面后成为表面流,流向结晶器中心。侵入流侵入到结晶器内一定
深度后发生循环流动。反转上升流在弯月面发生波动,是导致保护渣卷入钢水
ᇏݓࣁඋ࿐߶
内的原因。保护渣卷入钢水内的机制有两种,一种是来自结晶器窄面的表面流
将保护渣“撕碎”卷入的“剪切”机制,另一种是浸入式水口左右钢流不平衡
引起的“涡流”将保护渣卷入。控制结晶器内钢水流动的方法有改进浸入式水
口形状和对结晶器内施加电磁力等两种方法。
(1)改进浸入式水口形状控制结晶器内钢水流动
浸入式水口形状是影响结晶器内钢水流动的重要因素。根据浸入式水口的
形状、浸入深度和连铸速度计算钢水吐出流主流的轨迹、对结晶器窄面的冲击
ᇏݓࣁඋ࿐߶
CSM 中国金属学会 CMISI 冶金工业信息标准研究院
38