
Page 20 - 国外钢铁技术信息内参(2024年5月)
P. 20
ᇏݓࣁඋ࿐߶
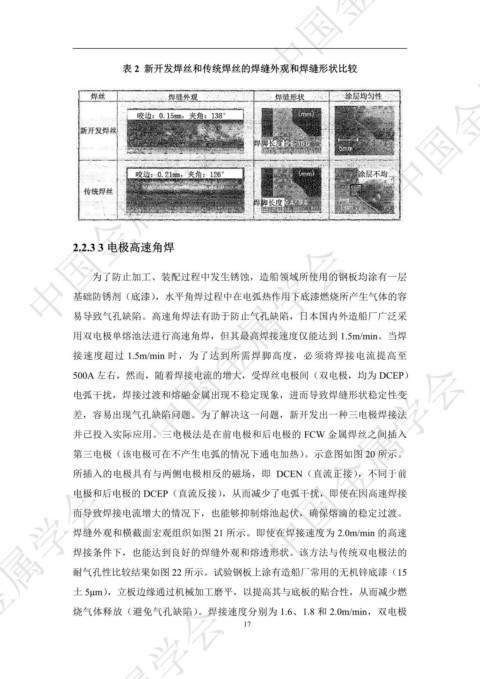
表 2 新开发焊丝和传统焊丝的焊缝外观和焊缝形状比较 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
2.2.3 3 电极高速角焊 ᇏݓࣁඋ࿐߶
为了防止加工、装配过程中发生锈蚀,造船领域所使用的钢板均涂有一层
基础防锈剂(底漆),水平角焊过程中在电弧热作用下底漆燃烧所产生气体的容
易导致气孔缺陷。高速角焊法有助于防止气孔缺陷,日本国内外造船厂广泛采
用双电极单熔池法进行高速角焊,但其最高焊接速度仅能达到 1.5m/min。当焊
接速度超过 1.5m/min 时,为了达到所需焊脚高度,必须将焊接电流提高至
ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
500A 左右,然而,随着焊接电流的增大,受焊丝电极间(双电极,均为 DCEP)
电弧干扰,焊接过渡和熔融金属出现不稳定现象,进而导致焊缝形状稳定性变
差,容易出现气孔缺陷问题。为了解决这一问题,新开发出一种三电极焊接法
并已投入实际应用。三电极法是在前电极和后电极的 FCW 金属焊丝之间插入
第三电极(该电极可在不产生电弧的情况下通电加热)。示意图如图 20 所示。
所插入的电极具有与两侧电极相反的磁场,即 DCEN(直流正接),不同于前
ᇏݓࣁඋ࿐߶
电极和后电极的 DCEP(直流反接),从而减少了电弧干扰,即使在因高速焊接
而导致焊接电流增大的情况下,也能够抑制熔池起伏,确保熔滴的稳定过渡。
焊缝外观和横截面宏观组织如图 21 所示。即使在焊接速度为 2.0m/min 的高速
焊接条件下,也能达到良好的焊缝外观和熔透形状。该方法与传统双电极法的
耐气孔性比较结果如图 22 所示。试验钢板上涂有造船厂常用的无机锌底漆(15
土 5μm),立板边缘通过机械加工磨平,以提高其与底板的贴合性,从而减少燃
ᇏݓࣁඋ࿐߶
烧气体释放(避免气孔缺陷)。焊接速度分别为 1.6、1.8 和 2.0m/min,双电极
17