
Page 22 - 国外钢铁技术信息内参(2024年5月)
P. 22
2.2.4 MAG 电弧复合焊(多丝) ᇏݓࣁඋ࿐߶
为了进一步减少气孔缺陷,开发出前电极采用实心焊丝、后电极采用 FCW ᇏݓࣁඋ࿐߶
焊丝的 MAG 电弧复合焊(多丝)焊法(以下简称 HTM 法)。传统方法中,由
ᇏݓࣁඋ࿐߶
于钢板拼合处焊缝根部底漆所产生的气体进入熔池导致气孔缺陷。如果能够增
加钢板拼合处焊缝根部熔透深度,就能排出所产生的气体,从而大幅降低气孔
缺陷。因此,开发出一种通过采用比 FCW 焊丝熔透性更强的实心焊丝将高电
流、低电压(埋弧)条件下所产生的气体排出,并利用后续电极调整焊缝形状
的两极功能相互独立的焊接方法。通过优化两极的焊枪倾角、电流和电压,能 ᇏݓࣁඋ࿐߶
够稳定达到飞溅少、熔透性强的效果。由于埋弧焊的熔池位于电弧后方,紧靠
ᇏݓࣁඋ࿐߶
电弧下方的熔池深度较小,因此大部分气体可以从电弧正下方排出。但是,由
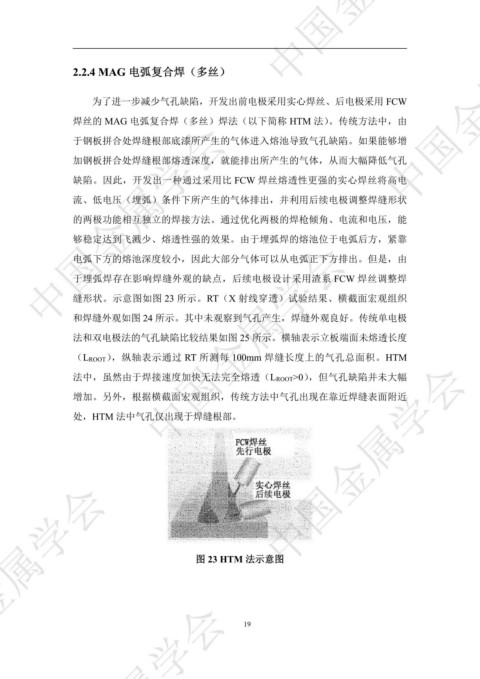
于埋弧焊存在影响焊缝外观的缺点,后续电极设计采用渣系 FCW 焊丝调整焊
缝形状。示意图如图 23 所示。RT(X 射线穿透)试验结果、横截面宏观组织
和焊缝外观如图 24 所示。其中未观察到气孔产生,焊缝外观良好。传统单电极
法和双电极法的气孔缺陷比较结果如图 25 所示。横轴表示立板端面未熔透长度
(LROOT),纵轴表示通过 RT 所测每 100mm 焊缝长度上的气孔总面积。HTM
ᇏݓࣁඋ࿐߶
法中,虽然由于焊接速度加快无法完全熔透(LROOT>0),但气孔缺陷并未大幅
增加。另外,根据横截面宏观组织,传统方法中气孔出现在靠近焊缝表面附近
处,HTM 法中气孔仅出现于焊缝根部。 ᇏݓࣁඋ࿐߶
ᇏݓࣁඋ࿐߶
图 23 HTM 法示意图
ᇏݓࣁඋ࿐߶
19